Ultrafine grained steels (UFG Steels): Processing - microstructure - properties
Motivation for the development of Ultra Fine Grained Steels
Among the different strengthening mechanisms used for advanced steels, grain refinement is one of the few methods to improve both strength and toughness simultaneously. Therefore, ultrafine grained steels with relatively plain chemical compositions, strengthened primarily by grain refinement, have great potential for replacing some conventional low alloyed high strength steels. This applies for both (mainly) single, and massively alloyed advanced high strength multiphase steels.
The main benefits behind such an approach are to avoid additional alloying elements; to avoid additional heat treatments like soft annealing, quenching and tempering; and to improve weldability owing to lower required carbon contents and other alloying elements when compared with other high strength steels. A further high potential domain for such ultrafine grained steel is the possibility for high strain rate superplasticity at medium and elevated temperatures [1].
In general, the term ultrafine grain is used here in the context of average grain sizes between 1 µm and 2 µm in diameter; submicron refers to grain sizes between 100 nm and 1000 nm; while nano-structured refers to grain sizes below about 100 nm.
The purpose of this webpage is to provide a detailed introduction to the processing technologies, to the resulting microstructures, and to the mechanical properties associated with ultrafine grained body centered cubic (bcc) steels.
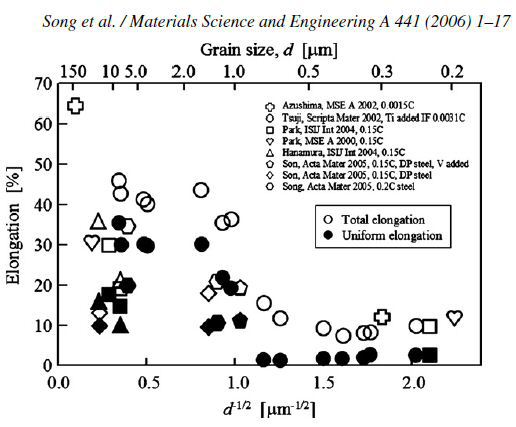
[1] Materials Science and Engineering A 441 (2006) 1–17
How does plastic yielding work in ultrafine grained medium Mn steels?
Ultrafine austenite-ferrite duplex medium Mn steels often show a discontinuous yielding phenomenon, which is not commonly observed in other composite-like multiphase materials. In our recent study we reveal that medium Mn steels with an austenite matrix (austenite fraction ~65 vol%) can exhibit pronounced discontinuous yielding. A combination of multiple in situ characterization techniques from macroscopic (a few millimeters) down to nanoscopic scale (below 100 nm) is utilized to investigate this phenomenon.
 Ultra fine grained medium manganese steel microstructure:EBSD phase mapping of the steel samples intercritically annealed at 800 C for (a) 3 min, (b) 5 min, (c) 10 min, (d) 30 min and (e) 60 min; (f) Correlative ECCI and EBSD results for the 5 min anneale
Ultra fine grained medium manganese steel microstructure:EBSD phase mapping of the steel samples intercritically annealed at 800 C for (a) 3 min, (b) 5 min, (c) 10 min, (d) 30 min and (e) 60 min; (f) Correlative ECCI and EBSD results for the 5 min anneale
What is the reason for discontinuous yielding in ultrafine grained medium Mn steels?
We observe that both austenite and ferrite are plastically deformed before the macroscopic yield point. In this microplastic regime, plastic deformation starts in the austenite phase
before ferrite yields. The austenite-ferrite interfaces act as preferable nucleation sites for new partial dislocations in austenite and for full dislocations in ferrite. The large total
interface area, caused by the submicron grain size, can provide a high density of dislocation sources and lead to a rapid increase of mobile dislocations, which is believed to be the
major reason accounting for discontinuous yielding in such steels. We simultaneously study the Lüders banding behavior and the local deformation-induced martensite forming inside the Lüders
bands. We find that grain size and the austenite stability against deformation-driven martensite formation are two important
microstructural factors controlling the Lüders band characteristics in terms of the number of band nucleation sites and their propagation velocity. These factors thus govern the early yielding
stages of medium Mn steels, due to their crucial influence on mobile dislocation generations and local work hardening.
Acta Materialia 178 (2019) 10-25
Sun et al - Acta Mater 2019 Macroscopic [...]
PDF-Dokument [7.5 MB]
NATURE COMMUNICATIONS | 8: 751 |
Han_et_al-2017-Nature_Communications Sup[...]
PDF-Dokument [1.1 MB]
Superplastic alloys exhibit extremely high ductility (>300%) without cracks when
tensile-strained at temperatures above half of their melting point. Superplasticity, which resembles the flow behavior of honey, is caused by grain boundary sliding in metals.
Although several non-ferrous and ferrous superplastic alloys are reported, their practical applications are limited due to high material cost, low strength after forming, high deformation
temperature, and complicated fabrication process. Here we introduce a new compositionally lean
(Fe-6.6Mn-2.3Al, wt.%) superplastic medium Mn steel that resolves these limitations. The medium Mn steel is characterized by ultrafine grains, low material costs, simple fabrication, i.e.,
conventional hot and cold rolling, low deformation temperature (ca. 650 °C) and superior ductility above 1300% at 850 °C. We suggest that this ultrafine-grained medium Mn steel may
accelerate the commercialization of superplastic ferrous alloys.
Materials Science and Engineering A 441 (2006) 1-17
R. Songa, D. Ponge, D. Raabe, J.G. Speer a, D.K. Matlock
Steel-thermomechancial-processing-Max-Pl[...]
PDF-Dokument [7.1 MB]
Ultrafine grained steels with grain sizes below about 1 um offer the prospect of high strength and high toughness with traditional steel
compositions.
These materials are currently the subject of extensive research efforts worldwide. Ultrafine grained steels can be produced either by advanced thermomechanical processes or by severe plastic
deformation strategies. Both approaches are suited to produce submicron grain structures with attractive mechanical properties. This overview describes the various techniques to fabricate
ultrafine grained bcc steels, the corresponding microstructures, and the resulting spectrum of mechanical properties.
Among the different strengthening mechanisms, grain refinement is the only method to improve both strength and
toughness simultaneously. Therefore, ultrafine grained steels with relatively simple chemical compositions, strengthened primarily by grain
refinement, have great potential for replacing some conventional low alloyed high strength steels. The main benefits
behind such an approach are to avoid additional alloying elements; to avoid additional heat treatments like soft annealing, quenching and tempering; and to improve weldability owing to
lower required carbon contents and other alloying elements when compared with other high strength steels. A further high
potential domain for such ultrafine grained steel is the possibility for high strain rate superplasticity at medium and elevated temperatures. In general, the term ultrafine
grain is used here in the context of average grain sizes between 1 um and 2 um in diameter; submicron refers to grain sizes between 100 and 1000 nm; while nanostructured refers to
grain sizes below about 100 nm. The purpose of this overviewis to provide a detailed introduction to the processing technologies, to the resulting microstructures, and to the
mechanical properties associated with ultrafine grained body centered cubic (bcc) steels.
Annual Review of Materials Research
Annu. Rev. Mater. Res. 2015. volume 45: page 391-431
C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
Annual Reviews Materials Research 2015. [...]
PDF-Dokument [4.1 MB]
 Annual Review of Materials Research 2015. volume 45: page 391-431 C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
Annual Review of Materials Research 2015. volume 45: page 391-431 C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
 Annual Review of Materials Research 2015. volume 45: page 391-431 C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
Annual Review of Materials Research 2015. volume 45: page 391-431 C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
Overview of Dual Phase Steels
Steels are humankind’s most important structural materials, enabling technology breakthroughs in various fields, such as energy, transportation, safety, and infrastructure.
Profound progress in these fields has been achieved through the development of advanced high-strength steels (AHSS), fueled by the conflicting demands on the
automotive industry to simultaneously improve crash safety and fuel economy. The engineering and scientific interest in dual-phase (DP) steel, one of the earliest
and most prominent examples of AHSS, has been especially strong in the last decade.
From an engineering perspective, the ongoing interest in DP steel is well justified. With relatively straightforward thermomechanical processing and lean alloying, a
notionally simple ferrite-martensite microstructure develops in these steels, which in turn provides a wide range of excellent and industrially accessible mechanical
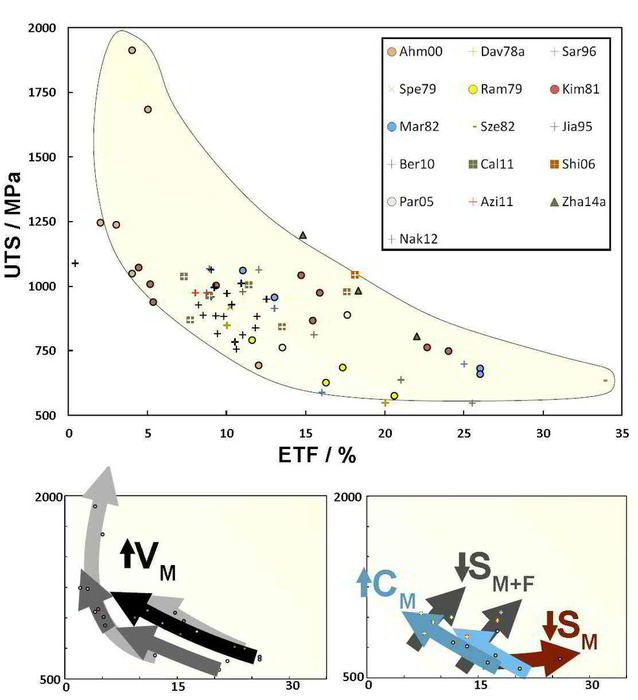
properties. DP steels typically have high ultimate tensile strength (UTS) (enabled by the martensite) combined with low initial
yielding stress (enabled by the ferrite), high early-stage strain hardening, and macroscopically homogeneous plastic flow (enabled through the
absence of Lüders effects). These features render DP steels ideal alloy systems for automotive-related sheet-forming operations. From a scientific
perspective, the research and publication trends suggest that the full potential of DP steels has not been reached. There are still various open questions, especially regarding the
through-process microstructure development and the microstructure-property relationships. From this perspective, the term DP belies the complexity of the microstructure of these steels. In fact,
their constitution may also incorporate retained austenite, pearlite, bainite, carbides, and acicular ferrite,
depending on the processing route. Further complexity is introduced due to various processing- and composition-dependent microstructural parameters, for example, martensite volume
fraction (VM), martensite grain size (SM), martensite carbon content (CM), martensite/ferrite morphology, ferrite grain
size (SF), ferrite texture, density of transformation-induced geometrically necessary dislocations (GNDs), micro- and mesoscale segregation, and the
chemical decoration state of the heterointerfaces. This large parameter space determines the mechanical behavior of DP steels, although identifying the exact role of the individual mechanisms is a
complex task. Only recently have in-depth data become available through the development of novel experimental microscopic and micromechanical techniques [e.g., electron channeling contrast imaging
(ECCI), electron backscatter diffraction (EBSD), atom probe tomography (APT), miniaturized testing, and in situ probing of microstructure evolution and computational approaches (e.g., multiphase
crystal plasticity (CP) simulation and kinetic and thermodynamic models based on improved thermodynamic data considering diffusion, phase transformation, and recrystallization). These advances call
for a comprehensive analysis of the state-of-the-art understanding of and the current challenges regarding the microstructure development and properties of DP steels.
Dual-phase (DP) steels are the flagship group of advanced high-strength steels, which were the first among various candidate alloy systems to find application in weight-reduced automotive components.
On the one hand, this is a metallurgical success story: Lean alloying and simple thermomechanical treatment enable use of less material to accomplish more performance while complying with demanding
environmental and economic constraints. On the other hand, the enormous literature on DP steels demonstrates the immense complexity of microstructure physics in multiphase alloys: Roughly 50 years
after the first reports on ferrite-martensite steels, there are still various open scientific questions. Fortunately, the last decades witnessed enormous advances in the development of enabling
experimental and simulation techniques, significantly improving the understanding of DP steels. This review provides a detailed account of these improvements, focusing specifically on (a)
microstructure evolution during processing, (b) experimental characterization of the micromechanical behavior, and (c) the simulation of DP mechanical behavior, to highlight the critical unresolved
issues and to guide future research efforts.
This overview of the current understanding of the relationships between processing, microstructure, micromechanics, and mechanical behavior of DP steels aims at guiding industrial and scientific
research to concentrate on some of the pending key challenges in this field. The overview is structured in three parts: Section 2 focuses on microstructure evolution of DP steel during processing,
Section 3 focuses on experimental observations of the micromechanical behavior of DP steel, and Section 4 focuses on computational description of DP steel mechanical behavior.
Z. Metallkd. 95 (2004) 6
R. Song, D. Ponge, R. Kaspar, D. Raabe
Grain boundary characterization and grain size measurement in an ultrafine-grained steel
Song et al Zeitschrift Metallkunde 2004 [...]
PDF-Dokument [311.9 KB]
 Z. Metallkd. 95 (2004) 6 R. Song, D. Ponge, R. Kaspar, D. Raabe Grain boundary characterization and grain size measurement in an ultrafine-grained steel
Z. Metallkd. 95 (2004) 6 R. Song, D. Ponge, R. Kaspar, D. Raabe Grain boundary characterization and grain size measurement in an ultrafine-grained steel
Grain size and grain boundary characterization in ultrafine-grained steel
Grain refinement is an effective method to improve strength and toughness simultaneously without addition of alloying elements. In general, the term ‘ultrafine grain’ is used to define microstructures with grain sizes between 100 nm and 1000 nm, whereas the term ‘nano structure’ refers to grain sizes below 100 nm. In order to obtain ultrafine grains in steels, several new concepts have been proposed at the laboratory and pilot-plant scale, such as large-strain reduction (strain-induced ferrite transformation), between Ae3 and Ar3 multi-axial deformation, equal channel angular pressing or extrusion (ECAP/ECAE) and deformation under a high magnetic field. Among these approaches, severe
plastic deformation with a true logarithmic strain, e, above 1.0 at low homologous temperature (usually less than 0.3 – 0.4 Tm) is commonly accepted as the most efficient way
to obtain ultrafine-grained steel with a ferrite grain size in the
range of 0.3 – 2.0 um when it comes to large-scale processing approaches.
In this study ultrafine ferrite grains in a plain C–Mn steel (0.3 mass% C) were produced by large-strain warm compression and subsequent annealing treatment in a temperature range between 773 K and 1003 K. The samples were investigated
by means of high-resolution electron back-scatter diffraction. The resulting microstructures showed very fine ferrite grains and homogeneously distributed cementite particles. The majority of the grain boundaries (55 – 70%) were classified as high-angle ones (>15° misorientation). When considering only these high-angle grain boundaries, the average grain size changed from 0.9 lm at a deformation temperature of 773 K to 2.2 lm at a deformation temperature of 1003 K. For the same range the average subgrain sizes increased from 0.6 lm to 1.5 lm. The basic result of this study is that the grain size characterization of polycrystalline microstructures with ultrafine grains requires the use of the high-resolution electron back-scatter diffraction method in conjunction with a careful analysis of the grain boundary character.
Lecture ultra fine grained steels UFG th[...]
PDF-Dokument [3.0 MB]
Ultrafine Grained Ferrite/Martensite Dual Phase Steel produced by Large Strain Warm Deformation and Subsequent Intercritical Annealing
An ultrafine grained microstructure in two plain C-Mn steels was produced by use of large strain warm deformation and subsequent intercritical annealing. The suitable intercritical annealing parameters have been worked out by performing dilatometer tests. The final microstructure consists of fine martensite islands embedded in an ultrafine grained polygonal ferrite matrix. Microstructure evolution during intercritical annealing was investigated by means of scanning electron microscopy (SEM) and electron backscatter diffraction (EBSD). The study reveals that increasing the Mn content from 0.87 to 1.63 mass% is highly beneficial for the formation of martensite.
Among the different processing routes to produce ultrafine grained steels, warm deformation and annealing is an effective method to obtain ultrafine ferrite with finely dispersed cementite.This steel exhibits high strength and toughness and fulfils the requirement of low production costs, being a plain 0.2%C-0.7%Mn-0.2%Si steel. Yet, the main drawback of ultrafine grained steels, the restricted ductility due to a low work hardening rate, is not overcome. Beside other attempts, one approach to improve the strain hardenability and hence the industrial application is the introduction of martensite as a second hard phase to the soft ferrite. In general, the enhanced tensile properties of such dual phase steels are associated with strain gradient plasticity due to a high dislocation
density in the interface area between martensite and ferrite. These mobile dislocations are regarded as geometrically necessary dislocations. For these reasons, the aim of the present work is to transform the ultrafine ferrite/cementite steel into an ultrafine ferrite/martensite dual phase steel by intercritical annealing. The intercritical annealing is tested in two plain C-Mn steels, differing only in the Mn content. The parameters for intercritical annealing – heating rate, temperature and holding time – are used such that a suitable ferrite grain size and martensite fraction is achieved.
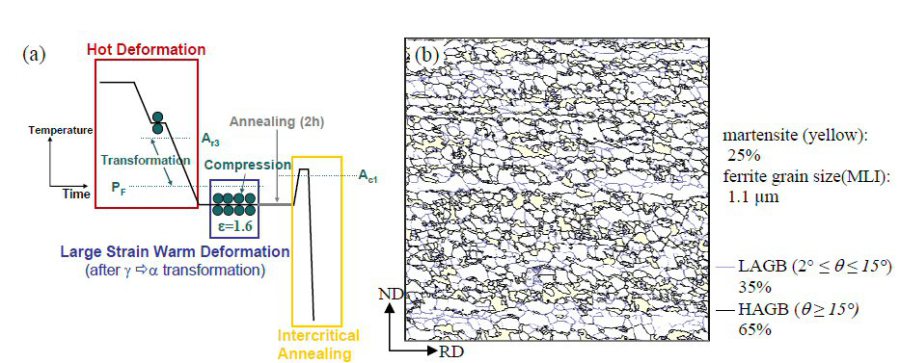 processing route (a) and resulting microstructure, illustrated in the form of the grain boundary character map (b). The inner structure of the martensite islands (yellow) is not shown here.
processing route (a) and resulting microstructure, illustrated in the form of the grain boundary character map (b). The inner structure of the martensite islands (yellow) is not shown here.
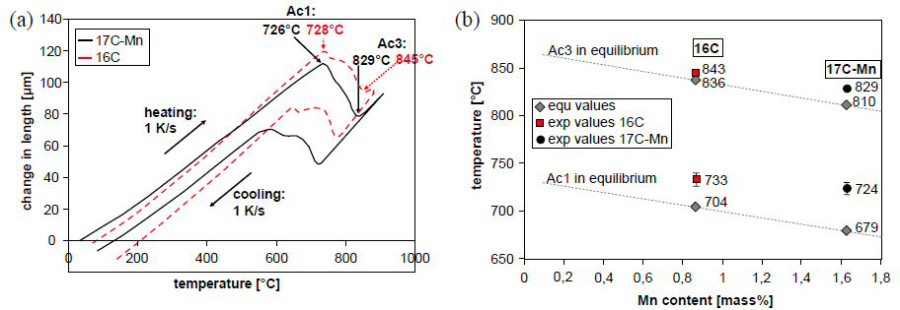 The experimental dilatometer curves (a) were used to determine the Ac1 and Ac3 temperatures and therefore, to set the optimum intercritical annealing temperature. The results of several pre-tests are shown in (b), in comparison to the calculated equilibri
The experimental dilatometer curves (a) were used to determine the Ac1 and Ac3 temperatures and therefore, to set the optimum intercritical annealing temperature. The results of several pre-tests are shown in (b), in comparison to the calculated equilibri
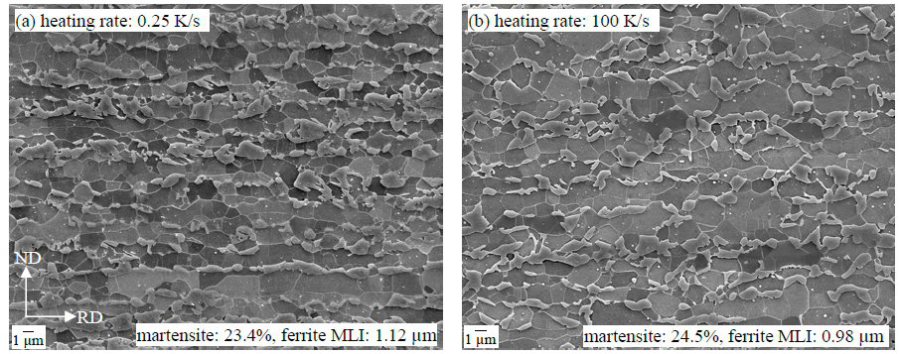 17C-Mn, heated at a rate of 0.25 K/s (a) and 100 K/s (b) to 730°C and held for 1 min each. The martensite fraction in both samples is nearly the same, whereas the grain size is slightly lower in the rapidly heated sample.
17C-Mn, heated at a rate of 0.25 K/s (a) and 100 K/s (b) to 730°C and held for 1 min each. The martensite fraction in both samples is nearly the same, whereas the grain size is slightly lower in the rapidly heated sample.
 The images show the influence of holding time during intercritical annealing on microstructure. Both samples are from the 17C-Mn steel and were heated at a rate of 20 K/s up to 730°C, then held for 2 s (a) and 10 min (b) before quenching with hydrogen.
The images show the influence of holding time during intercritical annealing on microstructure. Both samples are from the 17C-Mn steel and were heated at a rate of 20 K/s up to 730°C, then held for 2 s (a) and 10 min (b) before quenching with hydrogen.
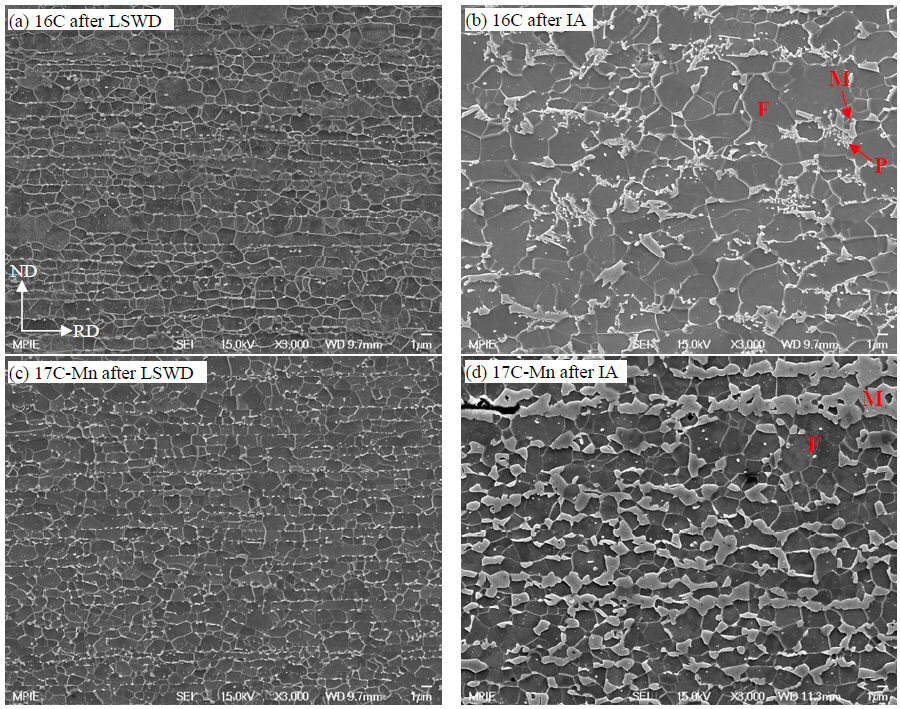 Microstructure after large strain warm deformation (LSWD) of the 16C steel (a) and 17C-Mn steel (c) and after intercritical annealing (IA) (b), (d). F: ferrite, M: martensite, P: pearlite. Indication of RD and ND counts for all images.
Microstructure after large strain warm deformation (LSWD) of the 16C steel (a) and 17C-Mn steel (c) and after intercritical annealing (IA) (b), (d). F: ferrite, M: martensite, P: pearlite. Indication of RD and ND counts for all images.
References for UFG steels
Acta Materialia 53 (2005) 4881-4892
Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing
R. Song, D. Ponge, D. Raabe
Acta Materialia 53 (2005) 4881 Song et a[...]
PDF-Dokument [634.9 KB]
 Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
 Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
 Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
Acta Materialia 53 (2005) 4881, Mechanical properties of an ultrafine grained C–Mn steel processed by warm deformation and annealing R. Song, D. Ponge, D. Raabe
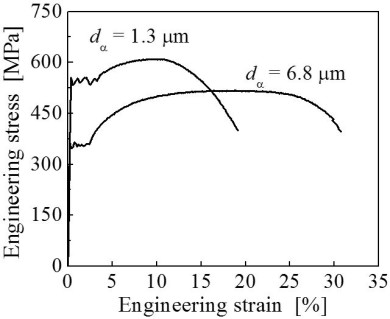
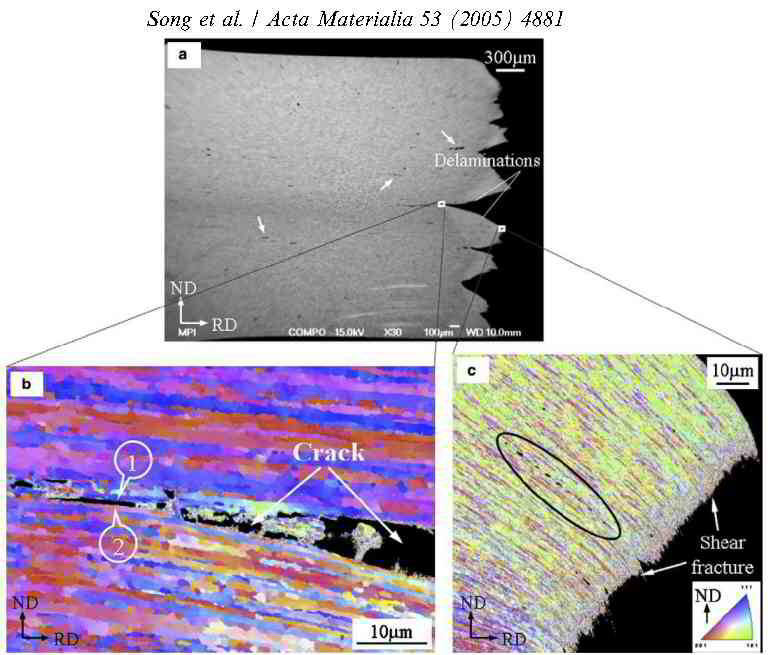
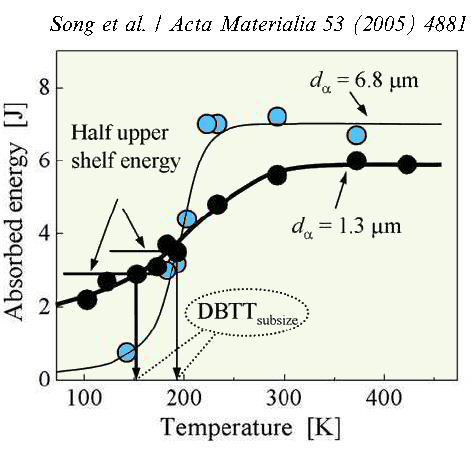
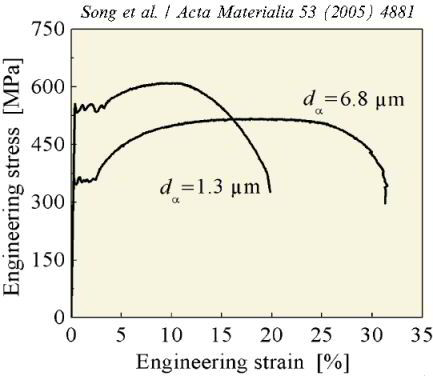
The mechanical properties of an ultrafine grained 0.2%C–Mn steel, processed by large strain warm deformation and subsequent annealing, have been investigated. The microstructure consists of spheroidized cementite particles in an ultrafine ferrite matrix (average grain diameter1.3 um). The steel shows an improved combination of strength and toughness when compared with corresponding coarse grained specimens. The reasonable ductility of the steel can be attributed to the finely dispersed cementite particles, which also effectively increase the work hardening rate by the accumulation of geometrically necessary dislocations in their vicinity. The lower shelf energy is significantly higher and the ductile-to-brittle transition temperature is lower in the ultrafine grained steel than in comparable coarse grained specimens. This may be due to the joint effect of grain refinement and delamination in the ultrafine grained steel processed by severe plastic large strain deformation. The delaminations lead to a decrease in triaxiality of the stress state in the impact test samples. The upper shelf energy is slightly reduced in the ultrafine grained steel, which can be attributed to the effect of delamination.
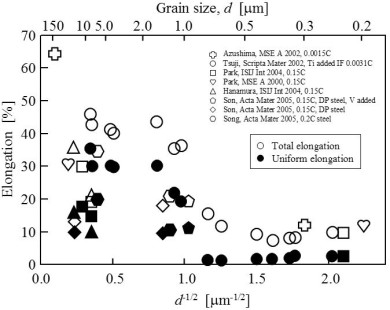
Ultrafine grained steels with relatively simple and plain chemical compositions, strengthened primarily by grain refinement, have great potential for replacing high strength low alloyed steels. The unique feature of grain refinement is that it is the only strengthening mechanism which also increases toughness. Grain refinement of steels which show a ductile-to-brittle transition results in a decrease of the transition temperature. For a mild steel processed by flat rolling the average ferrite grain diameter can be reduced from 10 um (for conventional hot rolling and air cooling) to 5 um (for controlled rolling and water cooling), thereby, increasing the yield stress by about 80 MPa. Based on the Hall–Petch and Cottrell–Petch relationships, reducing the grain diameter from 5 to 1 um would enhance the yield stress by 350 MPa and lower the ductile-to-brittle transition temperature by 200 K. Another decrease of the grain diameter by a factor of five would increase the yield stress further by 680 to over 1000 MPa even for a steel with lean composition. Thus, strong grain refinement to an average grain diameter below 1 um offers a unique strategy to produce steels with high yield stress and excellent toughness (low ductile-to-brittle transition temperature) at minimal alloying. The main benefits behind such an approach are to avoid additional alloying elements, to skip complicated additional heat treatments like soft annealing, quenching and tempering, and to improve weldability owing to the reduced required content of carbon and other alloying elements when compared to high strength quenched and tempered steels. A further high potential domain for such ultrafine grained steels is the possibility for high strain rate superplasticity at medium and elevated temperatures.
In this study, the mechanical properties of an ultrafine grained 0.2%C–Mn steel produced by large strain warm deformation and annealing were investigated.
The data are compared to the mechanical properties of a coarse grained steel with the same composition. The goal of
this study is twofold. First, we aim to
obtain a better understanding of the insufficient work hardening rate in ultrafine grained steels, and to use this knowledge to improve the work hardening rate
by introducing small spheroidized cementite particles in a fine ferrite matrix. Second, in order to study the Charpy impact properties of the ultrafine grained steel, which were rarely
studied in previous investigations, large samples of 10 mm in thickness were produced by large-scale plane strain compression tests at the Max-Planck-Institut fur Eisenforschung. The
Charpy impact properties of the ultrafine grained steel, such as the ductile-to-brittle transition temperature, are discussed in detail.
As a result an excellent combination of strength and toughness is obtained in an ultrafine grained 0.2%C–Mn steel produced by large strain warm deformation. Significant work hardening led to reasonable ductility in the ultrafine grained steel, which is documented by about 10% uniform elongation and 20% total elongation. Grain refinement also resulted in an increased Lüders strain.
Our main conclusions are:
(1) The reasonable ductility obtained can be attributed to the presence of finely dispersed cementite particles, which improved the work hardening capacity owing to the accumulation of
geometrically necessary dislocations around the particles.
(2) The ultrafine grained steel was characterized by a large Lüders strain. This effect can be explained by the low density of mobile dislocations and the
relatively low work hardening rate due to the rapid dynamic recovery of ultrafine grained steel compared to coarse grained steel.
(3) In the ultrafine grained steel, the upper shelf energy was relatively low, this can be attributed to the occurrence of delaminations. The alignment of cementite particles along
the ferrite grain boundaries in the rolling direction and the crystal-
lographic texture promoted the formation of delaminations.
(4) The lower shelf energy was significantly raised and the DBTT was lower in the ultrafine grained steel compared to the coarse grained steel. This can be
attributed to the joint effect of the small ferrite grain size and the occurrence of delamination, which entailed a decrease in the triaxiality of the stress state in the impact test
samples of the ultrafine grained steel.
Acta Materialia 59 (2011) 658-670
Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging
M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe
Acta Materialia 59 (2011) 658 ultra fine[...]
PDF-Dokument [760.4 KB]
 Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe
Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe
 Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe
Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging M. Calcagnotto, Y. Adachi, D. Ponge, D. Raabe
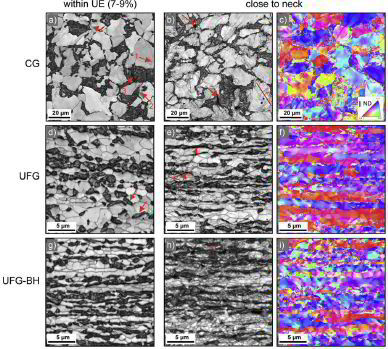
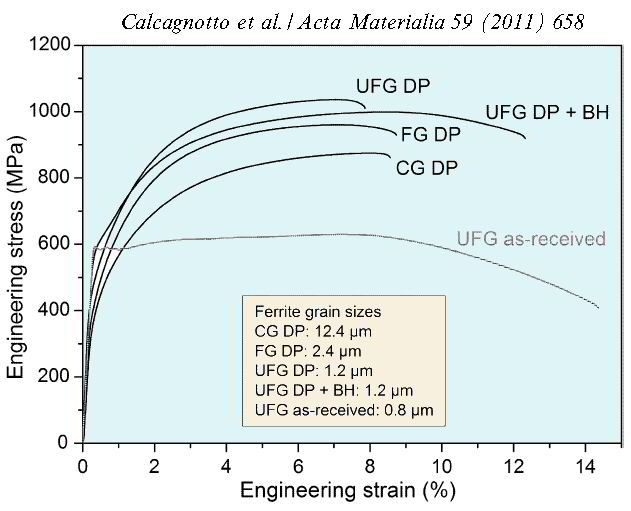
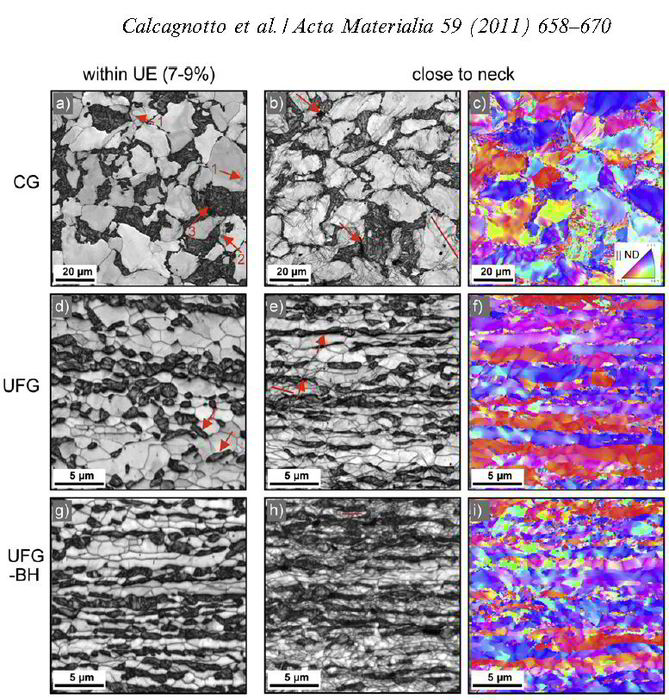
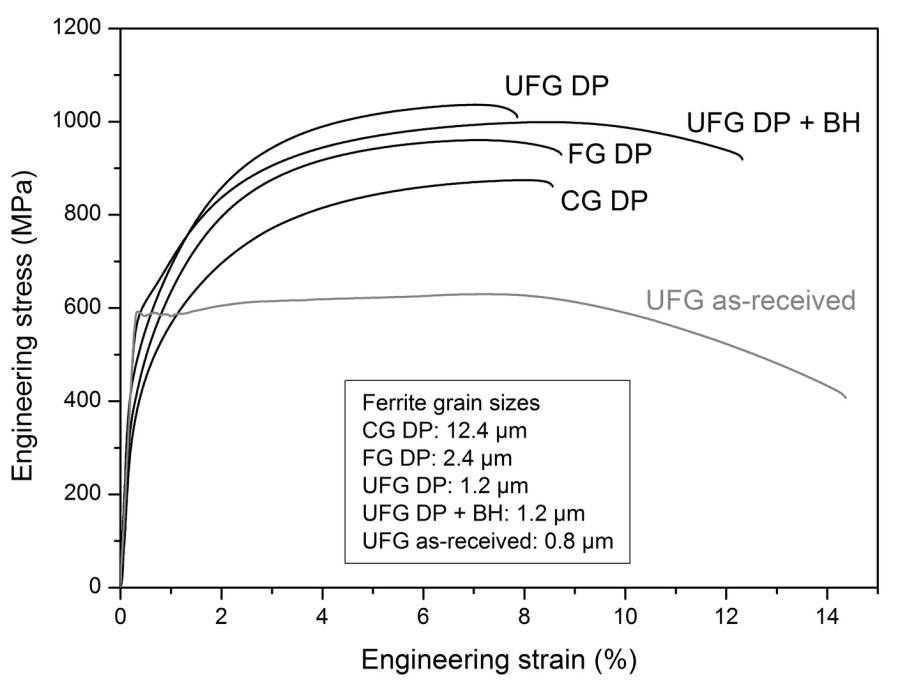
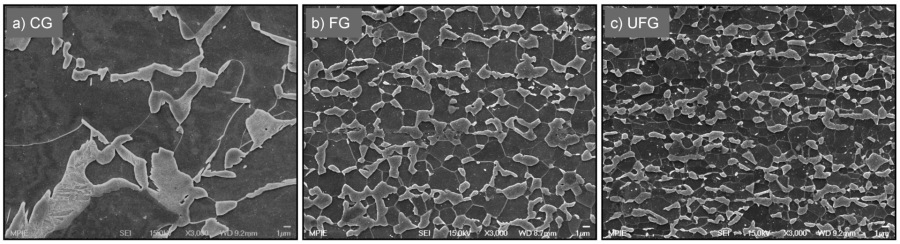
In this work three different ferrite/martensite dual-phase steels varying in the ferrite grain size (12.4, 2.4 and 1.2 um) but with the same martensite content (30 volume %) were produced by
large-strain warm deformation at different deformation temperatures, followed by intercritical annealing. Their mechanical properties were compared, and the response of the ultrafine-grained
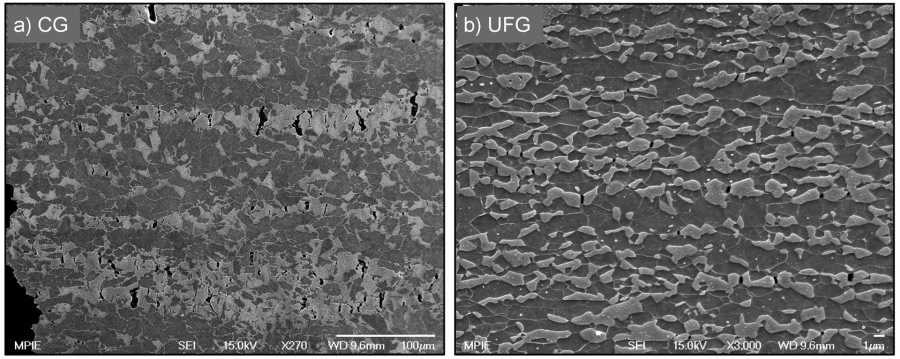
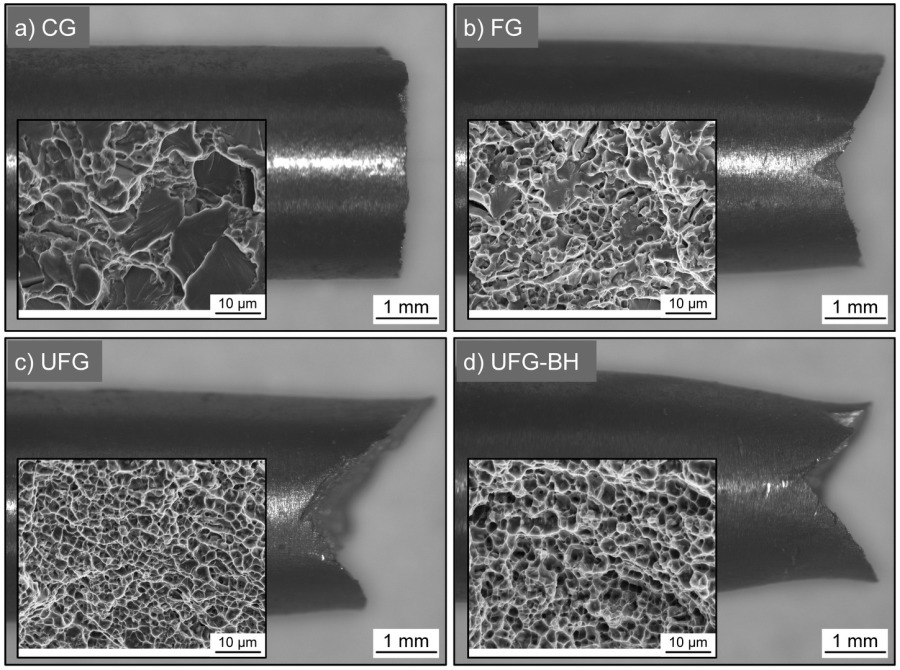
steel (1.2 um) to aging at 170 °C was investigated. The deformation and fracture mechanisms were studied based on microstructure observations using scanning electron microscopy and electron
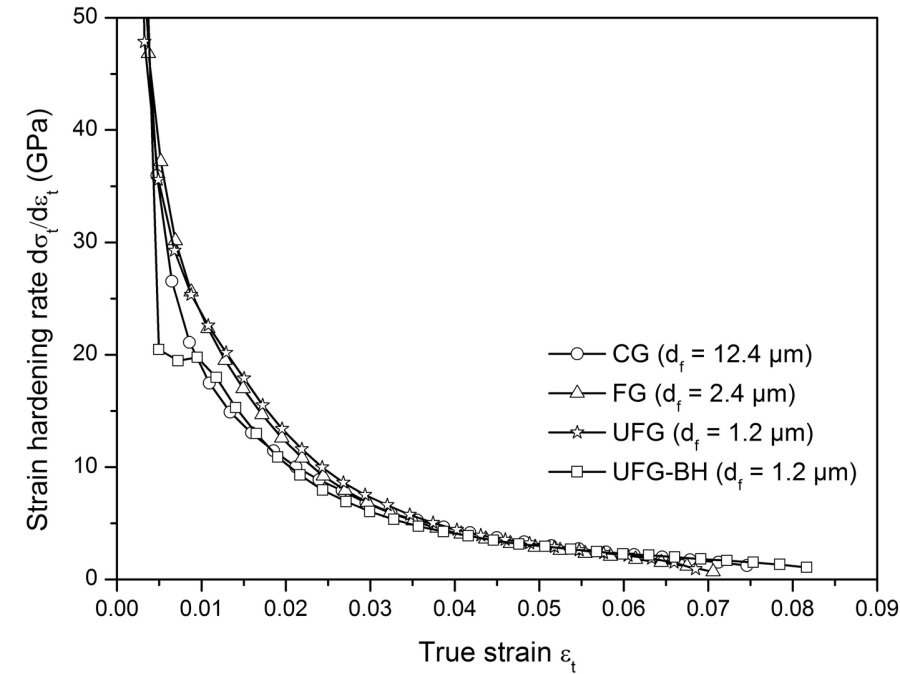
backscatter diffraction. Grain refinement leads to an increase in both yield strength and tensile strength, whereas uniform elon-
gation and total elongation are less affected. This can be partly explained by the increase in the initial strain-hardening rate. Moreover, the stress/strain partitioning characteristics between
ferrite and martensite change due to grain refinement, leading to enhanced martensite plasticity and better interface cohesion. Grain refinement further promotes ductile fracture mechanisms, which is
a result of the improved fracture toughness of martensite. The aging treatment leads to a strong increase in yield strength and improves the uniform and total elongation. These effects are
attributed to dislocation locking due to the formation of Cottrell atmospheres and relaxation of internal stresses, as well as to the reduction in the interstitial carbon content in ferrite and
tempering effects in martensite.
Grain refinement of metals is essential as it is the only strengthening mechanism that simultaneously enhances the toughness of a material. In recent years, a variety of methods have been developed to produce ultrafine-grained (UFG) materials with a ferrite grain size of around 1 um. These methods can be divided into advanced thermomechanical processing (ATMP) routes, which aim at improving conventional processing routes in commercial large-scale rolling mills, and severe plastic deformation (SPD) techniques, which are essentially confined to laboratory-scale sample dimensions. The ATMP methods cover
deformation-induced ferrite transformation (DIFT), large-strain warm deformation, intercritical hot rolling, multi-directional rolling and cold-rolling plus annealing of martensitic steel. The most important SPD techniques are equal-channel angular pressing (ECAP), accumulative roll bonding and high-pressure torsion. It was consistently found that yield strength and tensile strength are drastically increased due to grain refinement, whereas uniform and total elongation are decreased. Also, Lu¨ders straining becomes more pronounced. Furthermore, UFG steels exhibit a very low strain-hardening rate, which marks the main limitation with respect to commercial applications. In terms of toughness, a significant reduction in the ductile-to-brittle transition temperature has been repeatedly reported. For these reasons, it is of ongoing interest to overcome the restricted ductility of UFG materials without sacrificing strength and toughness. Among the possible ways to restore the strain hardenability of UFG materials are the fabrication of a bimodal grain size distribution and the introduction of nanosized cementite particles into the microstructure. Another aspect that might improve the applicability of UFG materials is their ability to show superplasticity. Shin and Park showed that replacing cementite as a second phase by martensite through an intercritical annealing treatment leads to a substantial increase in strain-hardening rate, causing a higher ultimate tensile strength with only slightly reduced uniform and total elongation. In this way, a UFG ferrite/martensite dual-phase (DP) steel was designed which shows superior mechanical properties compared to coarser grained conventional DP steels. The term “dual-phase steel” refers to a group of steels consisting of a soft ferrite matrix and 3–30 vol.% of hard martensite islands. These steels are widely used for automotive applications. DP steels have a number of unique properties, which include a low elastic limit, high initial strain-hardening rate, continuous yielding, high tensile strength and high uniform and total elongation. Moreover, DP steels exhibit a bake-hardening (BH) effect, i.e. the yield strength increases upon aging at paint-baking temperatures (170 °C) after forming, giving rise to improved dent and crush resistance. The austenite-to-martensite phase transformation bears the main influence on the mechanical properties of dual-phase steels. This phase transformation involves a volume expansion of 2-4%, causing an elastically and plastically deformed zone in the ferrite adjacent to martensite. The deformed zone contains a high number of unpinned dislocations, giving rise to dislocation heterogeneities in the ferrite. The low elastic limit is thus suggested to be generated by the combined effects of the present elastic stresses that facilitate plastic flow and the additional dislocation, which is assumed to be partly mobile during early stages of yielding. Dislocation–dislocation interactions, dislocation pile-ups at ferrite/martensite interfaces and the corresponding long-range elastic back stresses contribute to rapid strain hardening. Previous studies on grain refinement in DP steels consistently revealed that, unlike in other metallic materials, the increases in yield strength and tensile strength are not counteracted by a significant reduction in the uniform and total elongation. This can partly be explained by the enhanced strain-hardening rate due to grain refinement as a result of the higher number of geometrically necessary dislocations (GNDs) along the ferrite–martensite boundaries. Ultrafine-grained DP steels have been produced by applying a two-step processing route consisting of (1) a deformation treatment to produce UFG ferrite and finely dispersed cementite or pearlite and (2) a short intercritical annealing in the ferrite/austenite two-phase field followed by quenching to transform all austenite to martensite.Grain refinement in step (1) was achieved by cold rolling, cold swaging and large-strain warm deformation. A single-pass processing route based on DIFT was proposed by Mukherjee. As the number of investigations on this topic is very limited, more research is required to understand the mechanical response of DP steels to ferrite grain sizes close to or below 1 um. Furthermore, as the microstructures described in the previous studies often differ in the martensite volume fraction, it has not been possible to interpret the grain size effect on the mechanical properties independently so far. Therefore, in this study we compare the deformation and fracture mechanisms of a coarse-grained (CG), a fine-grained (FG) and a UFG-DP steel, having about the same martensite volume fractions. In addition, the aging (BH) response of the UFG-DP steel is investigated, which has not been addressed so far. In conjunction with the mechanical data, the microstructure evolution during tensile straining and the fracture mechanisms are studied by using scanning electron microscopy (SEM) and high-resolution electron backscatter diffraction (EBSD). Furthermore, slip-band evolution during deformation was investigated by performing tensile tests which were interrupted at strain levels between 1% and 4%.
Acta Materialia 59 (2011) 658-670
Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging
Marion Calcagnotto, Yoshitaka Adachi, Dirk Ponge, Dierk Raabe
Calcagnotto Acta Materialia 59 (2011) 65[...]
PDF-Dokument [1.7 MB]
 Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging Marion Calcagnotto, Yoshitaka Adachi, Dirk Ponge, Dierk Raabe
Acta Materialia 59 (2011) 658-670 Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging Marion Calcagnotto, Yoshitaka Adachi, Dirk Ponge, Dierk Raabe
Grain refinement of metals is essential as it is one of the very few strengthening mechanism that simultaneously enhances the toughness of a material. In recent years, a variety
of methods have been developed to produce ultrafine-grained
(UFG) materials with a ferrite grain size of around 1 um [1,2]. These methods can be divided into advanced thermomechanical processing (ATMP) routes, which aim at improving
conventional processing routes in commercial large-scale rolling mills, and severe plastic deformation (SPD) techniques, which are essentially confined to laboratory-scale sample
dimensions. The ATMP methods cover deformation-induced ferrite transformation (DIFT) [3], large-strain warm deformation [4], intercritical hot rolling [5], multi-directional rolling
[6] and cold-rolling plus annealing of martensitic steel [7]. The most important SPD techniques are equal-channel angular pressing (ECAP) [8], accumulative roll bonding [9] and high
pressure torsion [10]. It was consistently found that yield strength and tensile strength are drastically increased due to grain refinement,
whereas uniform and total elongation are decreased. Also, Lu¨ders straining becomes more pronounced. Furthermore, UFG steels exhibit a very low strain-hardening rate [11], which marks
the main limitation with respect to commercial
applications. In terms of toughness, a significant reduction in the ductile-to-brittle transition temperature has
been repeatedly reported [12,13]. For these reasons, it is of ongoing interest to overcome the restricted
ductility of UFG materials without sacrificing strength and toughness. Among the possible ways to restore the strain hardenability of UFG materials are the fabrication of a bimodal grain size distribution [14] and the introduction of nanosized cementite particles into the microstructure [6]. Another aspect that might improve the applicability of UFG materials is their ability to show superplasticity [15]. Shin and Park [16] showed that replacing cementite as a second phase by martensite through an intercritical
annealing treatment leads to a substantial increase in strain-hardening rate, causing a higher ultimate tensile strength with only slightly reduced uniform and total elongation. In
this way, a UFG ferrite/martensite dual-phase (DP) steel was designed which shows superior mechanical properties compared to coarser grained conventional DP steels. The term
“dual-phase steel” refers to a group of
steels consisting of a soft ferrite matrix and 3–30 vol.% of hard martensite islands. These steels are widely used for automotive applications. DP steels have a number of unique
properties, which include a low elastic limit, high initial strain-hardening rate, continuous yielding, high tensile strength and high uniform and total elongation. Moreover, DP steels
exhibit a bake-hardening (BH) effect, i.e. the yield strength increases upon aging at paint-baking temperatures (170 C) after forming, giving rise to improved dent and crush
resistance. The austenite-to-martensite phase transformation bears the main influence on the mechanical properties of dual-phase steels [17,18]. This phase transformation involves a
volume expansion of 2–4% [19], causing an elastically and plastically deformed zone in the ferrite adjacent to martensite [20]. The deformed zone contains a high number of unpinned
dislocations [21], giving rise to dislocation heterogeneities in the ferrite. The low elastic limit is thus suggested to be generated by the combined effects of the present elastic
stresses that facilitate
plastic flow and the additional dislocation, which is assumed to be partly mobile during early stages of yielding [22]. Dislocation–dislocation interactions, dislocation pile-ups at
ferrite/martensite interfaces and the corresponding
long-range elastic back stresses contribute to rapid strain hardening.
Previous studies on grain refinement in DP steels consistently revealed that, unlike in other metallic materials, the increases in yield strength and tensile strength are
not counteracted by a significant reduction in the uniform
and total elongation [23–28]. This can partly be explained by the enhanced strain-hardening rate due to grain refinement as a result of the higher number of geometrically
necessary dislocations (GNDs) along the ferrite–martensite
boundaries [25]. Ultrafine-grained DP steels have been produced by applying a two-step processing route consisting of (1) a deformation treatment to produce UFG ferrite and finely
dispersed cementite or pearlite and (2) a short intercritical
annealing in the ferrite/austenite two-phase field followed by quenching to transform all austenite to martensite. Grain refinement in step (1) was achieved by ECAP [27], cold rolling
[28], cold swaging [24] and large-strain warm deformation [29]. A single-pass processing route based on DIFT was proposed by Mukherjee et al. [26,30].
As the number of investigations on this topic is very limited, more research is required to understand the mechanical response of DP steels to ferrite grain sizes close to or below 1
lm. Furthermore, as the microstructures described
in the previous studies often differ in the martensite volume fraction, it has not been possible to interpret the grain size effect on the mechanical properties independently so far.
Therefore, in this study we compare the deformation and fracture mechanisms of a coarse-grained (CG), a finegrained (FG) and a UFG-DP steel, having about the same martensite volume
fractions. In addition, the aging (BH) response of the UFG-DP steel is investigated, which has not been addressed so far. In conjunction with the mechanical data, the microstructure
evolution during tensile straining and the fracture mechanisms are studied by using scanning electron microscopy (SEM) and high-resolution electron backscatter diffraction (EBSD).
Furthermore, slip-band evolution during deformation was investigated by performing tensile tests which were interrupted at strain levels between 1% and 4%.
 Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel processing.
Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel processing.
 Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel tensile-curves.
Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel tensile-curves.
 Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel strain hardening.
Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel strain hardening.
 Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel cracks.
Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel cracks.
 Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel tensile tests - fracture.
Max Planck Institut fuer Eisenforschung Ultrafine Grained Dual Phase Steel tensile tests - fracture.
ISIJ International, Vol. 52 (2012), No. 5, pp. 874-883
Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel: Characterization and Effect of Intercritical Annealing Parameters
Marion CALCAGNOTTO, Dirk PONGE and Dierk RAABE
ISIJ International Vol 52 (2012) 874 ult[...]
PDF-Dokument [514.4 KB]
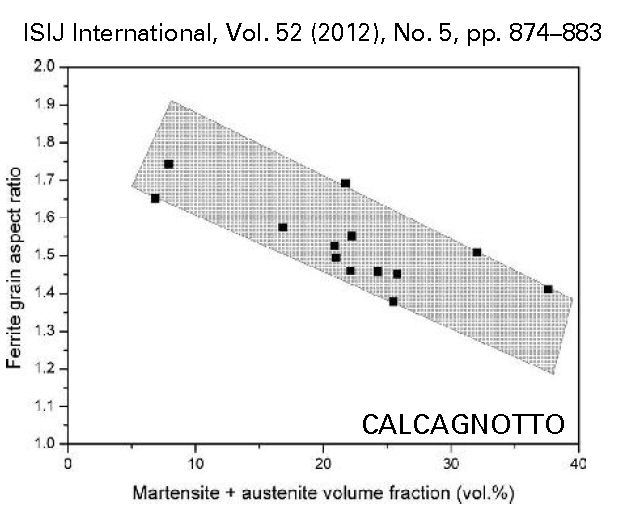 Ferrite grain aspect ratio as a function of martensite volume fraction. The shaded area highlights the decreasing tendency.
Ferrite grain aspect ratio as a function of martensite volume fraction. The shaded area highlights the decreasing tendency.
Grain refinement in steels is an effective way for property optimization, as it is the only strengthening mechanism that increases yield and tensile strength, and lowers the ductile-to-brittle
transition temperature simultaneously. In recent years, a variety of processing routes has been developed
which aim at the production of ultrafine grained (UFG) steels with a ferrite grain size of 1 μ m and below, which are well summarized in the review of Song et al.. However, most of these UFG
ferrite/cementite steels are characterized by a very low strain hardening rate and consequently, a low
uniform elongation, when compared to their coarse grained counterparts. Among the different attempts to restore the strain hardening capacity of UFG steels, the replacement of cementite by martensite
through an intercritical annealing treatment seems to be most efficient. During intercritical annealing in the ferrite + austenite two-phase field, the desired amount of austenite is formed. Upon
rapid cooling, the austenite transforms into martensite. These so produced UFG ferrite/martensite dual-phase (DP) steels are of special interest for industrial applications, as conventional coarse
and fine grained DP steels have been studied for more than three decades and make up a considerable portion of today’s car bodies. It has been repeatedly demonstrated that increasing the strength of
DP steels by grain refinement is not counteracted by a significant loss of tensile ductility. This is attributed to the increase in the strain hardening rate, the change in dislocation distribution
and to the enhancement of martensite plasticity. UFG DP steels have been produced by applying different
processing routes, yet, the number of studies on this new material is still limited. Son et al. produced UFG DP steels with and without vanadium additions by equal channel angular pressing (ECAP)
plus intercritical annealing and studied the dislocation distribution in UFG ferrite and its effect on the tensile properties. Delincé et al. used cold swaging plus intercritical annealing to produce
DP steels of varying grain sizes and analyzed the different strengthening contributions and the resulting mechanical properties by nanoindentation and a grain-size dependent strain hardening
model. Mukherjee et al. proposed a processing route based on deformation-induced ferrite transformation (DIFT) and studied the effect of molybdenum and niobium on microstructure evolution. In two
previous studies, we demonstrated that UFG DP steels can be produced by large strain warm deformation followed by intercritical annealing and clarified the critical importance of a certain manganese
content on microstructure evolution. However, there is a lack of systematic studies on the processing parameters that control the microstructure evolution in UFG DP steels. In contrast, the
microstructure evolution during intercritical annealing was extensively studied in coarse grained DP steels that were produced by conventional hot and/or cold rolling. However, phase transformation
kinetics are altered due to grain refinement as a result of the higher density of potential nucleation sites and the change in cementite morphology from a pearlitic lamellar structure to a
spheroidal shape. Furthermore, microstructure evolution depends on the dislocation content and distribution and thus, on the thermomechanical history of the material. As the mechanical properties are
directly related to the
microstructure parameters such as grain size, phase fractions, fraction of high-angle grain boundaries (HAGBs), precipitations, interstitial content etc., the careful control of the microstructure is
a prerequisite for the development of a new material. With respect to the limitations in the variation
of processing conditions in industrial annealing facilities, it is of critical importance to identify the sensitivity of the microstructure evolution to the variation of the processing variables.
Therefore, the crucial intercritical annealing parameters (heating rate, holding temperature, holding time, and cooling rate) applied in the processing route to obtain UFG DP steels are
systematically varied in the present study. The aim is to define the microstructure controlling mechanisms during intercritical annealing in order to tailor an optimized microstructure.
For the precise determination of the phase fractions, the ferrite grain size, and the fraction of HAGBs in ferrite, we apply high-resolution electron backscatter diffraction (EBSD) and propose an
EBSD data post-processing routine that accounts for the high fraction of grain boundaries that generally complicate microstructure characterization.
More specific in this paper an ultrafine grained (UFG) ferrite/cementite steel was subjected to intercritical annealing in order to obtain an UFG ferrite/martensite dual-phase (DP) steel. The
intercritical annealing parameters, namely, holding temperature and time, heating rate, and cooling rate were varied independently by applying dilatometer experiments. Microstructure characterization
was performed using scanning electron microscopy (SEM) and high-resolution electron backscatter diffraction (EBSD). An EBSD data post-processing routine is proposed that allows precise distinction
between the ferrite and the martensite phase. The sensitivity of the microstructure to the different annealing conditions is identified. As in conventional DP steels, the martensite fraction and the
ferrite grain size increase with intercritical annealing time and temperature. Furthermore, the variations of the microstructure are explained in terms of the changes in phase transformation kinetics
due to grain refinement and the manganese enrichment in cementite during warm deformation.
Acta Materialia 53 (2005) 845 UFG steels[...]
PDF-Dokument [1.2 MB]
Report about the Effect of Manganese on Grain Size Stability and Hardenability in Ultrafine-Grained Ferrite/Martensite Dual-Phase Steels
2012_Metall-Trans-Mn-effeect-on-DP-steel[...]
PDF-Dokument [971.0 KB]
Excellent superplasticity (elongation 720%) is observed in a novel multi-component (Mn–S–Cr–Al alloyed) ultrahigh carbon steel during tensile testing at a strain rate of 2x10^-3 s1 and a tempera
Acta-Mat-2013-superplastic-steel-Al-cont[...]
PDF-Dokument [6.0 MB]