Dual phase steels
What are Dual Phase Steels (DP Steels) ?
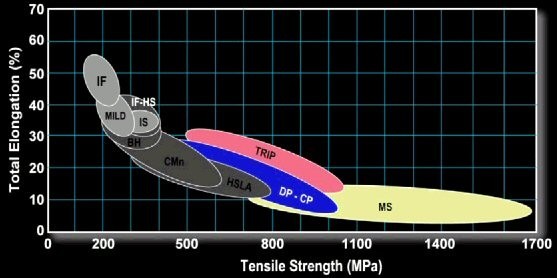
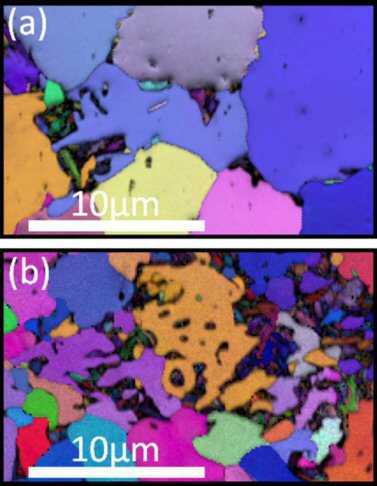
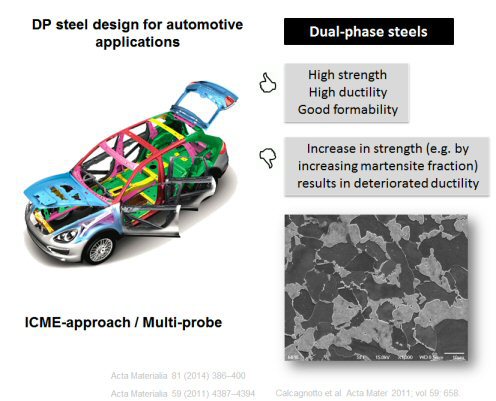
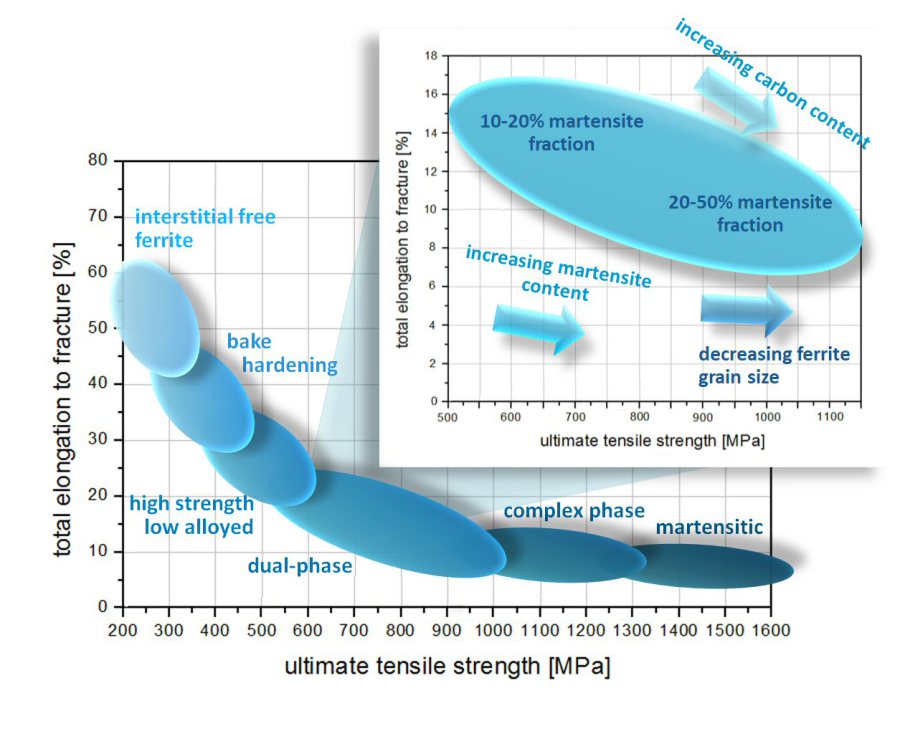
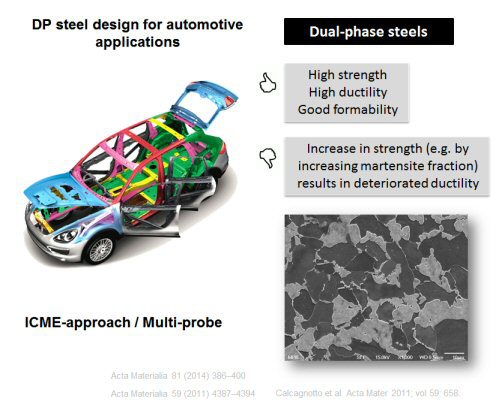
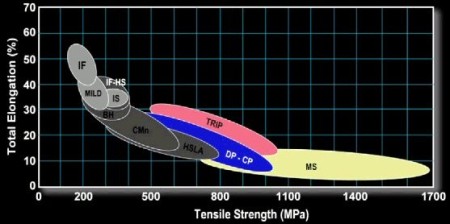
Dual-phase steels (DP steels) consist of ferrite and a dispersed hard martensitic second phase in the form of islands. Usually they are low-carbon low-alloy materials with 10-40 vol.% hard martensite or martensite-austenite particles embedded in a ductile ferrite matrix. As they combine high strength and good formability at low production costs they are widely used for automotive applications. Sometimes the martensite regions tend to percolate or appear in the form of elongated bands which is not desirable. Increasing the volume fraction of the hard second phase martensite generally increases the strength but sometimes reduces ductility.
 Overview of the mechanical properties of Dual Phase Steels.
Overview of the mechanical properties of Dual Phase Steels.
Microstructures and Properties of Dual Phase Steels
Such microstructures enables achieving ultimate tensile strength values in the regime of 400-1200 MPA. For some alloys also baintic portions are used in DP steel microstructures.
Dual phase stel microstructure can exhibit a number of advantageous properties compared to other advanced high strength steels. For example the strength of the DP steel microstructure can be designed by the volume fraction of martensite and the ductility by its dispersion. They do not reveal a pronounced yield point elongation and show a modest ratio between the ultimate tensile strength and the yield strength low of around. DP steels undergo high strain hardening especially at the beginning of plastic deformation. Also, they can be strengthened by static or dynamic strain ageing through the so called bake hardening effect.
DP steels with low carbon content exhibit excellent resistance to fatigue crack propagation at growth rates close to fatigue threshold.
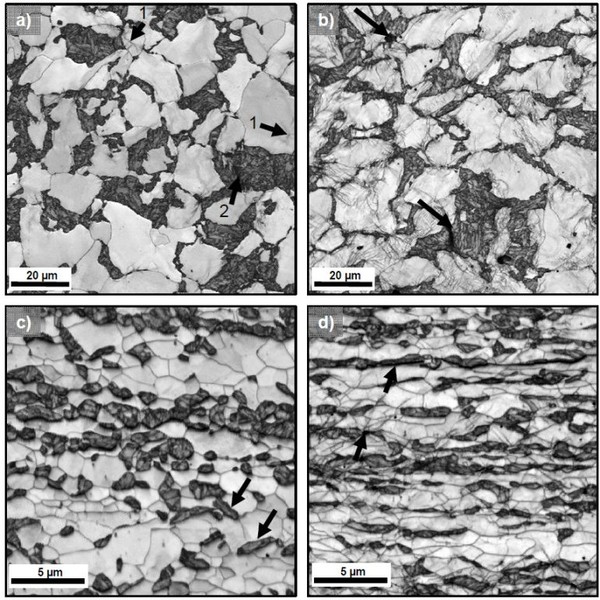
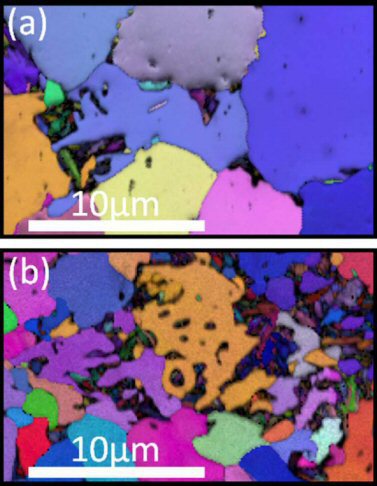 International Journal of Plasticity 63 (2014) 198: Microstructures of (a) DP600 and (b) DP800 grades; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
International Journal of Plasticity 63 (2014) 198: Microstructures of (a) DP600 and (b) DP800 grades; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Which Alloying Elements are used in Dual Phase Steels and for which Purpose?
The alloying elements used in DP steels have different types of effects
Carbon,used in the range between 0.06–0.15 wt.% acts as an austenite stabilizer, strengthens the martensite and determines the phase distribution.
Mn, used between 1.5–3 wt.% also stabilizes the austenite, is a ferrite solid
solution strengthener and retards ferrite formation. Si promotes ferritic transformation while Cr and Mo, used up to 0.4 wt%, can retard pearlite and bainite formation. Additionally
microalloying elements such as V or Nb can be used as precipitation strengtheners and to refine the microstructure.
How are Dual Phase Steels Produced ?
DP ferrite plus martensite steels are produced by controlled cooling from the austenite phase (in the case of hot band products) or from the two-phase ferrite plus austenite phase during an intercritical annealing treatment step (in the case of continuously annealed cold-rolled and hot-dip coated products) to transform some austenite to ferrite before a rapid cooling transforms the remaining austenite to martensite.
How can we study Dual Phase Steel Microstructures in 3D ?
Complex dual phase steel microstructures where the individual phases such as ferrite and martensite are distributed in a three dimensional manner can be studied and visualised for instance by three-dimensional EBSD (3D EBSD) which we conduct in the form of a tomographic serial sectioning approach.
 Dual phase steel microstructures studied 3D EBSD.
Dual phase steel microstructures studied 3D EBSD.
Strengthening and Formability of Dual Phase Steels
The microstructures of DP steels are typically not good candidates for applications that require high drawability. They usually exhibit rather poor hole expansion ratio values. This drawback, however, can be eliminated by adding Ti with the aim of inducing precipitation strengthening in ferrite to reduce the differences in hardness between the two phases. Alternatively, the martensite - ferrite constituents may be replaced or aided by introducing also a bainitic phase. This means that depending on the composition and process route, hot-rolled steels requiring enhanced capability to resist stretching on a blanked edge (as typically measured by hole expansion capacity) can have a microstructure containing significant quantities of bainite.
In response to the increasing demand for fuel efficiency, CO2 reduction, and occupant safety, it was shown that grain refinement is an effective tool to strengthen dualphase steels without raising alloying costs or allowing a decrease in ductility.
What is the role of grain refinement in dual phase steels?
Steel research is driven by increasing demands for good combinations of strength and fracture toughness. At the same time, manufacturing requirements with respect to good formability, weldability, homogeneity, and recyclability have to be also fulfilled, at low alloying costs. Grain refinement is a potential tool to achieve this aim. Among the various methods to increase the strength of steels, it is the only mechanism which simultaneously improves toughness. The yield strength increases with the inverse square root of the grain size, following the Hall-Petch relation which is fulfilled down to a grain size of 0.2 µm in ferritic steel.
In conventional rolling mills, grain refinement is achieved by combining multi-pass deformation, annealing and accelerated cooling. However, the minimum achievable grain size is around 5 µm. In
recent years, a variety of methods has been developed to produce ultrafine grained (UFG) materials with a ferrite grain size of around 1 µm. These methods can be divided into advanced
thermomechanical processing (ATMP) routes, which aim at the improvement of conventional processing routes in commercial large scale rolling mills, and severe plastic deformation (SPD) techniques,
which are essentially confined to laboratory-scale sample dimensions. The ATMP methods cover deformation induced ferrite transformation (DIFT), large strain warm deformation (LSWD), intercritical hot
rolling, multi-directional rolling and cold-rolling plus annealing of martensitic steel. The most important SPD techniques are equal-channel angular pressing (ECAP), accumulative roll bonding (ARB)
and high pressure torsion.
It was consistently found that yield strength and tensile strength are drastically increased due to grain refinement, whereas uniform and total elongation are decreased. Also, Lüders straining
becomes more pronounced. Furthermore, ultrafine grained steels exhibit a very low strain hardening rate, which marks the main limitation with respect to industrial applications. In terms of
toughness, a significant reduction of the ductile-to-brittle transition temperature has been repeatedly reported. For these reasons, it is an ongoing interest to overcome the restricted ductility of
UFG materials without sacrificing strength and toughness. Among the possibilities to restore the strain hardenability of UFG materials are the fabrication of a bimodal grain size distribution and the
introduction of nanosized cementite particles into the microstructure. Another aspect that might improve the applicability of UFG materials is their ability to show superplasticity.
It was observed that replacing cementite as a second phase by martensite through an intercritical annealing treatment leads to a substantial increase in strain hardening rate, causing a higher ultimate tensile strength at only slightly reduced uniform and total elongation. This alternative is especially interesting because ferrite/martensite dual-phase (DP) steels are widely used for automotive applications. In view of the increasing demands for occupant safety and fuel efficiency, further strengthening of DP steels without a loss in ductility is required.
The term 'dual-phase steel' refers to a group of steels consisting of a soft ferrite matrix and 3-30 vol.% of hard martensite islands. DP steels have a number of unique properties which include a
low elastic limit, high initial strain hardening rate, continuous yielding, high tensile strength and high uniform and total elongation. Moreover, DP steels exhibit a bake-hardening effect, i.e. the
yield strength increases upon aging at paint-baking temperatures (~ 170 °C) after forming, giving rise to improved dent and crush resistance. The austenite-to-martensite phase transformation bears
the main influence on the mechanical properties of dual-phase steels. This phase transformation involves a volume expansion of 2-4 %, causing an elastically and plastically deformed zone in the
ferrite adjacent to martensite. The deformed zone contains a high number of unpinned dislocations, giving rise to dislocation heterogeneities in the ferrite. The low elastic limit is thus suggested
to be generated by the combined effects of the present elastic stresses that facilitate plastic flow and by the additional dislocation which are assumed to be partly mobile during early stages of
yielding. Dislocation-dislocation interactions, dislocation pile-ups at ferrite/martensite interfaces and the corresponding long-range elastic back stresses contribute to rapid strain
hardening.
Previous studies on grain refinement in DP steels consistently revealed that the increase in yield strength and tensile strength is, unlike in other metallic materials, not counteracted by a
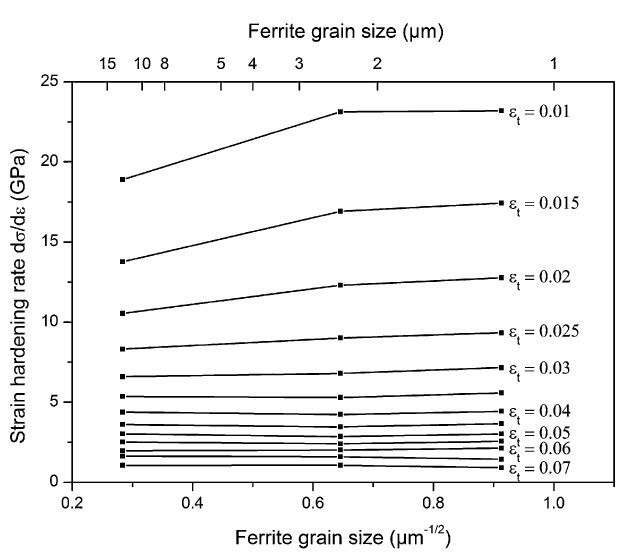
significant reduction of the uniform and the total elongation. This is explained by the enhanced strain hardening rate due to grain refinement.
The increase in strain hardening rate can be attributed to the higher fraction of geometrically necessary dislocations (GNDs) along the ferrite-martensite grain boundaries which contribute to the rapid stress increment at low strains as a result of the plastic strain incompatibility of ferrite and martensite.
Ultrafine grained DP steels have been produced by applying a two-step processing route consisting of 1) a deformation treatment to produce UFG ferrite and finely dispersed cementite or pearlite and 2) a short intercritical annealing in the ferrite/austenite two-phase field followed by quenching to transform all austenite to martensite. Grain refinement in step 1) was achieved by equal channel angular pressing (ECAP), cold rolling, cold swaging and large strain warm deformation.
What is the effect of grain refinement on deformation and fracture mechanisms in ferrite/martensite dual-phase steels?
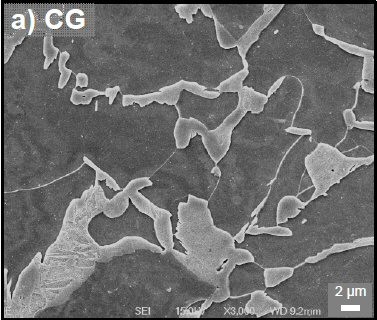
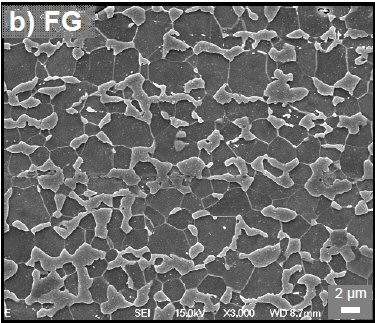
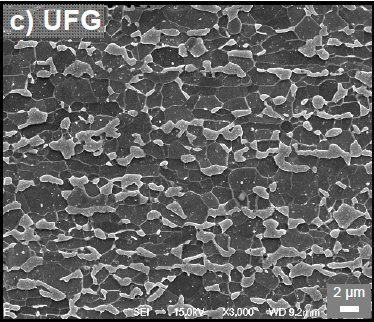
For answering this question we have studied three ferrite/martensite dual-phase steels with varying ferrite grain size (12.4 µm, 2.4 µm and 1.2 µm) but with nearly the same martensite content (~ 30 vol.%). The materials were produced by hot deformation and large strain warm deformation at different deformation temperatures, followed by intercritical annealing. Their mechanical properties were compared, and the bake-hardening response of the ultrafine grained steel (1.2 µm) was investigated. The deformation and fracture mechanisms were studied based on microstructure observations using scanning electron microscopy (SEM) and electron backscatter diffraction (EBSD). Grain refinement leads to an increase of both yield strength and tensile strength, whereas uniform elongation and total elongation are less affected. This can be partly explained by the increase in the initial strain hardening rate. Moreover, the stress/strain partitioning characteristics between ferrite and martensite change due to grain refinement, leading to enhanced martensite plasticity and better interface cohesion. Grain refinement further promotes ductile fracture mechanisms, which is a result of the improved fracture toughness of martensite.
What is the effect of bake-hardening on deformation and fracture mechanisms in ferrite/martensite dual-phase steels?
The bake-hardening process induces static strain aging phenomena in the ferrite and tempering phenomena in the martensite. Carbon atoms in solid solution form Cottrell atmospheres around dislocations and grain boundaries or precipitate as transition carbides in ferrite and/or martensite. The diffusion of carbon includes a volume decrease of martensite which reduces the internal stresses in ferrite. The formation of Cottrell atmospheres around dislocations causes (partial) pinning of these dislocations. In addition to the reduction of internal stresses, this leads to the reoccurrence of a more distinct yield point and to an increase in the yield strength. In the present case, no sharp yield point was regenerated after bake-hardening, but the 0.2 % offset yield strength increases by nearly 100 MPa. The dislocation pinning and release of internal stresses successfully suppressed the early onset of plastic deformation of ferrite. The strengthening effect of carbon precipitation is accompanied by a loss in hardness due to the removal of supersaturated carbon in solid solution. This effect might be the reason for the reduction in tensile strength by 32 MPa after bake-hardening.
Thus, bake-hardening of the UFG DP steel leads to a strong increase in yield strength and little decrease of tensile strength. Ductility is enhanced in terms of uniform and total elongation. Reduction in area is improved by 22 % (from 7.3 % to 11.4 %). In summary these effects are attributed to dislocation locking, relaxation of internal stresses, reduction of supersaturated interstitial carbon content in ferrite and tempering effects in martensite.
Experimental characterization of dual phase steels
Advances in various experimental tools and techniques are paving the way toward improved understanding of (i) crystallographic structure and defects and (ii ) local chemistry in DP steels. With
regard to the former, ECCI combines large field of view and high-resolution defect imaging, for example, to image martensitic transformation–induced interface GNDs in ferrite (6, 7). EBSD has become
a standard microstructure mapping technique, and multiple approaches are emerging to analyze the vast quantity of data it produces so as to identify key microstructure correlations. For example, DP
steel analysis benefits from standard phase identification,GND density measurements, and 3D characterization ofmicrostructuremorphology. The resolution of full-field crystallographic maps can be
pushed down to the nanoregime by employing nanobeam diffraction, which is especially critical for the analysis of sub-EBSD-resolution features, such as interlath austenite films. With regard to the
latter, the local compositional analysis, energy-dispersive X-ray spectroscopy (EDX), when
carried out under optimized conditionswith plasma cleaning (14), successfully reveals compositional heterogeneities of even interstitial elements. Wavelength-dispersive X-ray spectroscopy (WDS)
provides higher sensitivity for light elements [e.g., the spatial resolution for C has been demonstrated down to ∼350 nm]. Combined with EBSD, WDS allows for the classification of bainite,
martensite, and ferrite. WDS also enables the mapping of substitutional elements to unravel prior phase transformations. The most remarkable advances in compositional mapping have been achieved by
APT, which enables not only atomic-resolution chemical and phase mapping, but also 3D visualization capabilities, which are critical for identifying carbon segregation sites within martensite islands
and at interfaces. Insights from APT are further strengthened upon direct correlation with crystallographic mapping in transmission electron microscopy (TEM).
Interactions among recrystallization, diffusion, and phase transformation during processing of dual phase steels
When a cold-rolled ferrite-pearlitemicrostructure is heated to forman austenite-ferrite composite. which ultimately yields a DP microstructure after quenching, ferrite recovery and
recrystallization, ferrite-to-austenite transformation, and carbon diffusion are relevant mechanisms.
These phenomena can occur consecutively or concurrently, depending on
composition and on the imposed heating temperature, time, and rate. Especially at intermediate heating rates, complex interactions among the various nucleation, diffusion, growth, and transformation
phenomena can occur. Owing to the nonlinearity of the mechanisms involved, minor changes in these interactions can have a profound influence on the resulting microstructure. It is essential to
quantitatively understand and evaluate the interdependence and
competition among these metallurgical processes to arrive at a knowledge-based design of optimal process routes and microstructures.
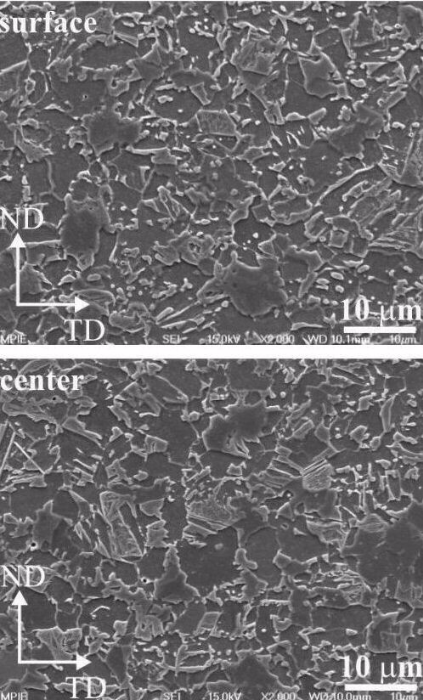
It was reported that recovery and recrystallization can prevail - depending on exact composition - for annealing at ferritic temperatures and at (low) intercritical temperatures up to 740°C, at which the recrystallization time decreased with increasing annealing temperature and heating rate. The incubation and recrystallization times were smaller at the surface than at the center of the sheets, which was explained in terms of the larger deformation in the near-surface regions and the strong alpha-fiber texture components in the sheet center. Additionally, at annealing temperatures of 740°C, full recrystallization occurred at the surface, and only partial recrystallization occurred in the center. The volume fraction of recrystallized ferrite increased with increasing heating rates.
Depending on the Mn and C content, phase transformation starts in most DP steels above 700–710°C, and pure austenite prevails above 840–860°C. The incubation time for phase transformation decreases with increasing annealing temperature. At austenitic temperatures, new equiaxed ferrite grains with low orientation gradients and different textures form. At low intercritical temperatures, ferrite and martensite typically exhibit the same spatial distribution as do ferrite and pearlite in the preceding cold-rolledmaterial.This observation results from a microstructure memory effect due to pearlite regions undergoing phase transformation before ferrite (owing to the higher abundance of carbon from the cementite lamellae).
Simulation of dual-phase steel heat treatment
In teh case of dual-phase steel heat treatments it is challenging to separate the individual metallurgical processes (e.g., recovery, recrystallization, diffusion, and phase transformation)
occurring during heat treatment of DP steels.
Microstructure-based transformation models, such as cellular automata (CA), Monte Carlo (MC), and phase field methods, provide deeper insights into the mechanisms and morphological complexity
associatedwith the interplay of phase transformations and recrystallization in DP steels.
Rudnizki et al. developed a phase field model to describe the austenite formation from a ferrite-pearlite starting microstructure during annealing of cold-rolled DP steel. The simulation started from
an already recrystallized microstructure. Hence, the approach did not consider the interaction between recrystallization and phase transformation. Zhu & Militzer introduced a phase field model
for the simulation of the microstructure evolution during IA of a DP steel. The study focused on the interaction between ferrite recrystallization and austenite formation, starting from a cold-rolled
pearlite-ferrite microstructure for the case of high heating rates. The austenite-ferrite phase transformation was assumed to occur under conditions in which only carbon partitions between the
phases via long-range diffusion. A solute drag model was implemented to describe the effect of substitutional alloying elements on the migration of the ferrite-austenite interface during the
transformation. Bos et al. used a 3D CA model to describe the through-process microstructure evolution during the processing of DP steels. Here, these researchers considered both concurrent ferrite
recrystallization and austenite formation, focusing on the influence of individual transformation processes on the DP microstructure. Interactions between recrystallization and phase transformation
were not addressed. Okuda et al. developed an MC model to simulate the competition between recrystallization and transformation in
several DP microstructures, although the model lacked detailed thermodynamic criteria for the specific driving forces associated with either recrystallization or phase transformation. A more
comprehensive model was introduced by Zheng and colleagues, who used a 2D CA model to investigate the competition between ferrite recrystallization and austenitic transformation during the IA of
cold-rolled DP steels. In this model, discrete microstructural constituents associated with both recrystallization and phase transformation are mapped through evolving thermodynamic criteria such as
the stored deformation energy and the chemical driving force for transformation as well as kinetic effects such as grain boundary mobility and carbon diffusion.
This comprehensive approach enabled a more quantitative microstructural prediction of material undergoing recrystallization and/or phase transformation. The model was used to study the influence of
initial heating rate and annealing temperature on subsequent isothermal transformation kinetics and the associated microstructure evolution. Raabe also studied two types of scenarios for
austenite nucleation, namely nucleation within pearlite, with its high carbon abundance, and nucleation at ferrite-ferrite grain boundaries, with a lower supply of carbon. The authors also considered
the interaction of these scenarios with ferrite recrystallization.
Interaction between recrystallization and phase transformation during intercritical annealing in a cold-rolled dual-phase steel: A cellular automaton model
Acta Materialia 61 (2013) 5504-5517
Acta-Materialia-2013-recrystallization a[...]
PDF-Dokument [966.7 KB]
C.C. Tasan, M. Diehl, D. Yan, M. Bechtold, F. Roters, L. Schemmann, C. Zheng, N. Peranio, D. Ponge,M. Koyama, K. Tsuzaki, and D. Raabe
Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Overview of Dual-Phase Steels: Advances in Microstructure-Oriented Processing and Micromechanically Guided Design
Annu. Rev. Mater. Res. 2015. (45) 391-43[...]
PDF-Dokument [4.2 MB]
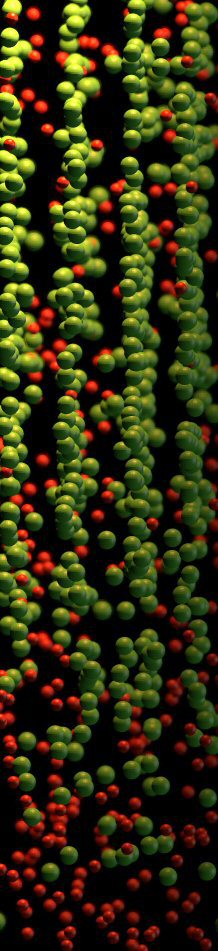
 Hierarchical presentation of a dual phase steel microstructure at different scales, reaching from EBSD in conjunction with kernel average measures, electron channeling contrast imaging (ECCI) and atom probe tomography.
Hierarchical presentation of a dual phase steel microstructure at different scales, reaching from EBSD in conjunction with kernel average measures, electron channeling contrast imaging (ECCI) and atom probe tomography.
Dual-phase (DP) steel is the flagship of advanced high-strength steels, which
were the first among various candidate alloy systems to find application in
weight-reduced automotive components. On the one hand, this is a metallurgical success story:Lean alloying and simple thermomechanical treatment enable use of less material to accomplish more
performance while complying with demanding environmental and economic constraints. On the other hand, the enormous literature onDP steels demonstrates the immense complexity ofmicrostructure
physics inmultiphase alloys: Roughly 50 years after the first reports on ferrite-martensite steels, there are still various open scientific questions. Fortunately, the last decades witnessed
enormous advances in the development of enabling experimental and simulation techniques, significantly improving the understanding of DP steels. This review provides a detailed account of
these improvements, focusing specifically on (a) microstructure evolution during processing, (b) experimental characterization of micromechanical behavior, and (c) the simulation of mechanical
behavior,
to highlight the critical unresolved issues and to guide future research efforts.
 Dual phase steel: formed auto products
Dual phase steel: formed auto products
Heat Treatment of dual phase steels (DP steels)
 Dual Phase Steel Heat Treatment
Dual Phase Steel Heat Treatment
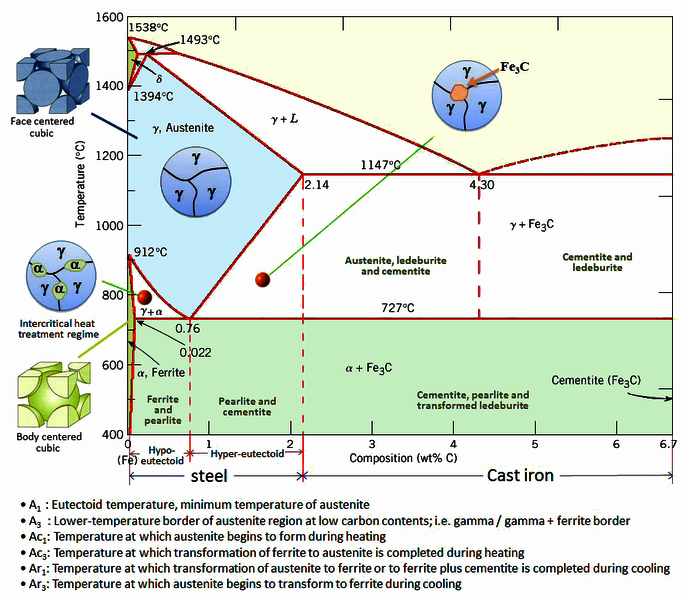
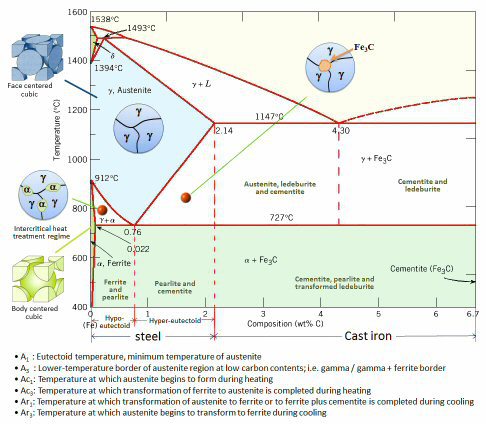 Phase diagram Fe - C
Phase diagram Fe - C
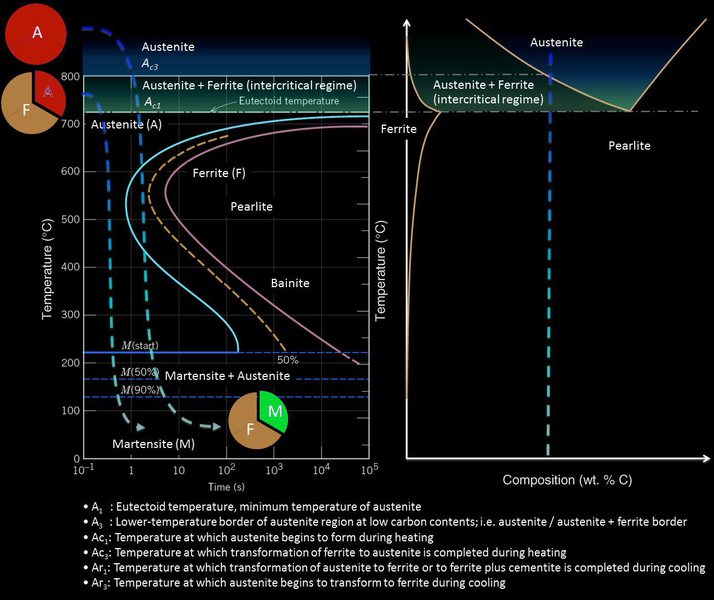
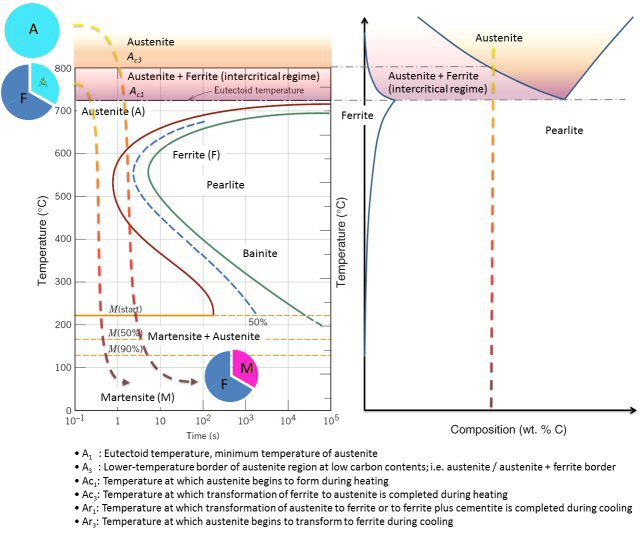
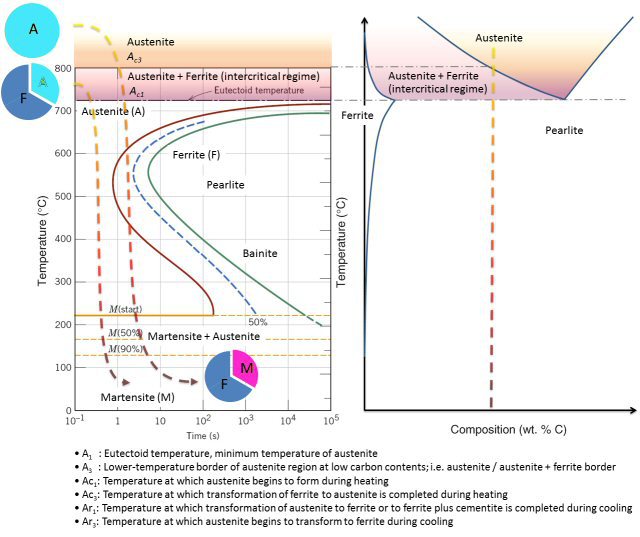
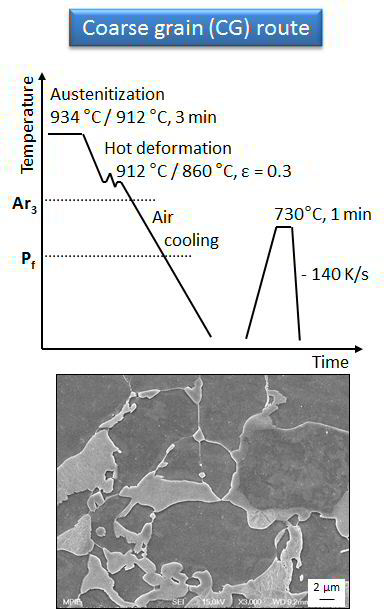
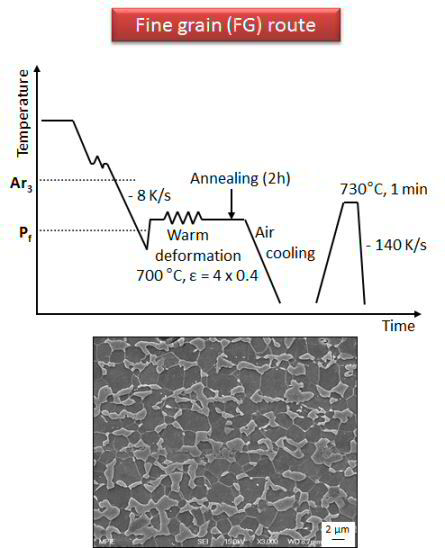
The image shows the heat treatment methods used to obtain a dual phase ferrite-martensite microstructure. Typically, the final annealing procedure for DP steels consists in holding the material in an austenite-ferrite (intercritical) regime followed by quenching plus holding at temperatures slightly below the martensite start temperature, whereby the austenite fraction transforms into martensite. Another method lies in adjusting the quenching rate from the fully austenitic regime so that most of the undercooled austenite transforms into ferrite while the rest becomes martensite. The relevant key temperatures where austenite formation starts and ends, respectively, are alloy dependent: A1 : Eutectoid temperature, minimum temperature of austenite; A3: Lower-bound temperature for austenite; Ac1: Temperature at which austenite begins to form during heating; Ac3: Temperature at which transformation of ferrite to austenite is completed during heating; Ar1: Temperature at which transformation of austenite to ferrite or to ferrite plus cementite is completed during cooling; Ar3: Temperature at which austenite begins to transform to ferrite during cooling
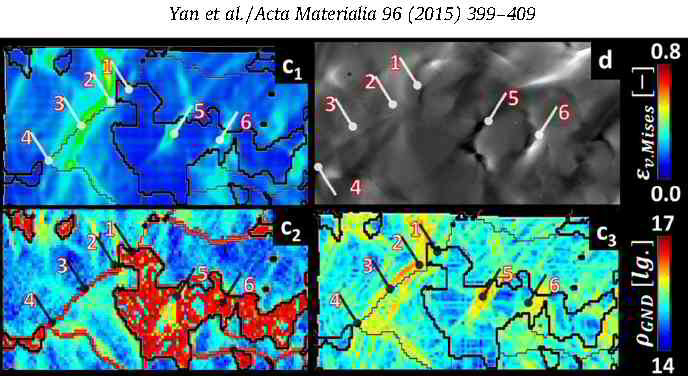
Acta Materialia 96 (2015) 399
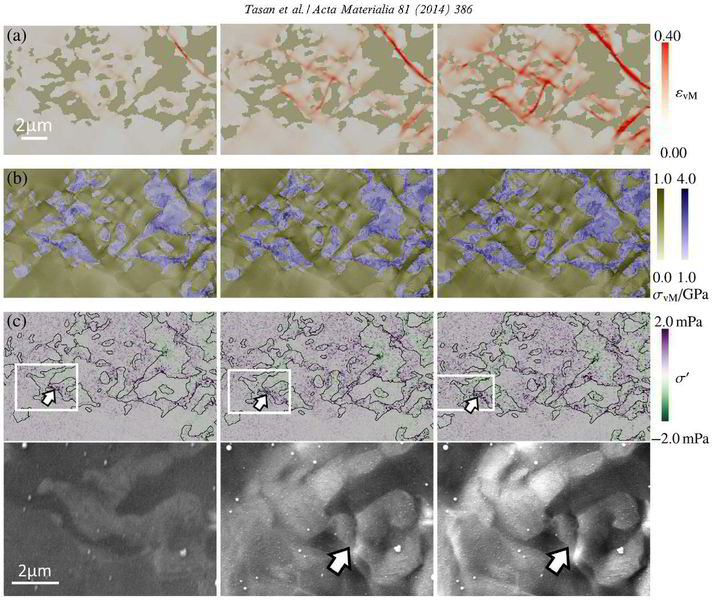
High resolution in situ mapping of microstrain and microstructure evolution reveals damage resistance criteria in dual phase steels
D. Yan, C C Tasan, D Raabe
Acta Materialia 96 (2015) 399 Yan Tasan [...]
PDF-Dokument [1.7 MB]
 Acta Materialia 96 (2015) 399 High resolution in situ mapping of microstrain and microstructure evolution reveals damage resistance criteria in dual phase steels D. Yan, C C Tasan, D Raabe
Acta Materialia 96 (2015) 399 High resolution in situ mapping of microstrain and microstructure evolution reveals damage resistance criteria in dual phase steels D. Yan, C C Tasan, D Raabe
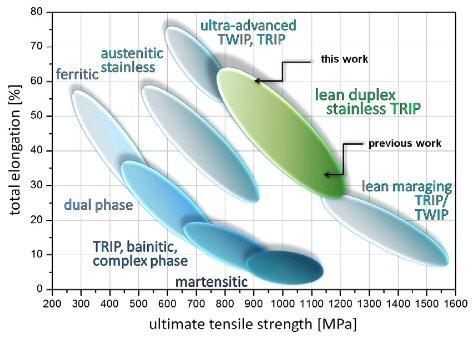
The drive toward improved combinations of high strength and ductility motivates the design of novel alloys with complex, multi-phase micro-/nano-structures. Many of the recently introduced alloys demonstrate this microstructural complexity, containing multiple phases of different composition, crystallography, morphology, dispersion, stability and size.
Examples are ultrafine-grained ferritic-martensitic dual-phase (DP) steel [1], alpha’/gamma transformation-induced plasticity (TRIP) steel [2], Triplex steel [3], TRIP-maraging steel [4], beta/alpha two phase titanium alloys [5] and a/X magnesium alloys [6].
Such alloys present a composite-like micro-mechanical response, which in turn enables tuning optimal combinations of strength and ductility by adjusting the phase fractions as well
their individual properties, interfaces and morphology.
However, incorporating phases of high mechanical contrast promotes the risk of micro-cracking at spots of high stress and/or strain mismatch. This in turn may cause early
mechanical softening, or even catastrophic failure. Due to these reasons, damage evolution has been intensively studied in recent years
especially in DP steels [7–13]. Most common damage sites in DP steels are the martensite/ferrite interfaces (M/F) or martensite island interiors (M) [9]. However, there are different views
on exactly how these mechanisms nucleate and interact with each other. Kang et al. [10] and Avramovic et al. [7] both reported that
the early-stage damage incidents are initiated inside M prior to percolative plastic instability, while other damage mechanisms are activated following such mesoscale localization
phenomena. However, Avramovic et al. [7] also noted that M/F damage incidents play a more critical role for the overall properties. Maire et al. observed a more balanced damage activity of
M/F and M [11]. Recently, Hoefnagels et al. have carried out an extensive analysis through quantitative characterization of the influence of the starting microstructure, strain path and
strain level on the resulting damage mechanisms [9]. The obtained experimental and simulation results were explained in terms of a hypothesis that
proposes that the two mechanisms are intrinsically coupled, i.e., the M/F damage incidents are typically initiated by M cracking. These contradicting views arise from the insufficient
resolution in the analysis of deformation and damage at the same position, with respect to their strong heterogeneity at microstructure-scale [8,12,13]. Thus, it is required to
introduce novel analysis methods, which make use of advanced high resolution probing techniques of micro-mechanical processes during deformation.
We systematically study microstructures and micromechanics of multi-phase alloys that undergo morphological and crystallographic changes upon deformation, corresponding to the associated microstructural strain fields. The multiple length and time scales involved therein create immense complexity, especially when microstructural damage mechanisms are also activated. An understanding of the relationship between microstructure and damage initiation can often not be achieved by post-mortem microstructural characterization alone. Here, we present a novel multi-probe analysis approach. It couples various scanning electron microscopy methods to microscopic-digital image correlation (u-DIC), to overcome various challenges associated with concurrent mapping of the deforming microstructure along with the associated microstrain fields. For this purpose a contrast- and resolution-optimized l-DIC patterning method and a selective pattern/microstructure imaging strategy were developed. They jointly enable imaging of (i) microstructure-independent pattern maps and (ii) pattern-independent microstructure maps. We apply this approach here to the study of damage nucleation in ferrite/martensite dual-phase (DP) steel. The analyses provide four specific design guidelines for developing damage-resistant DP steels.
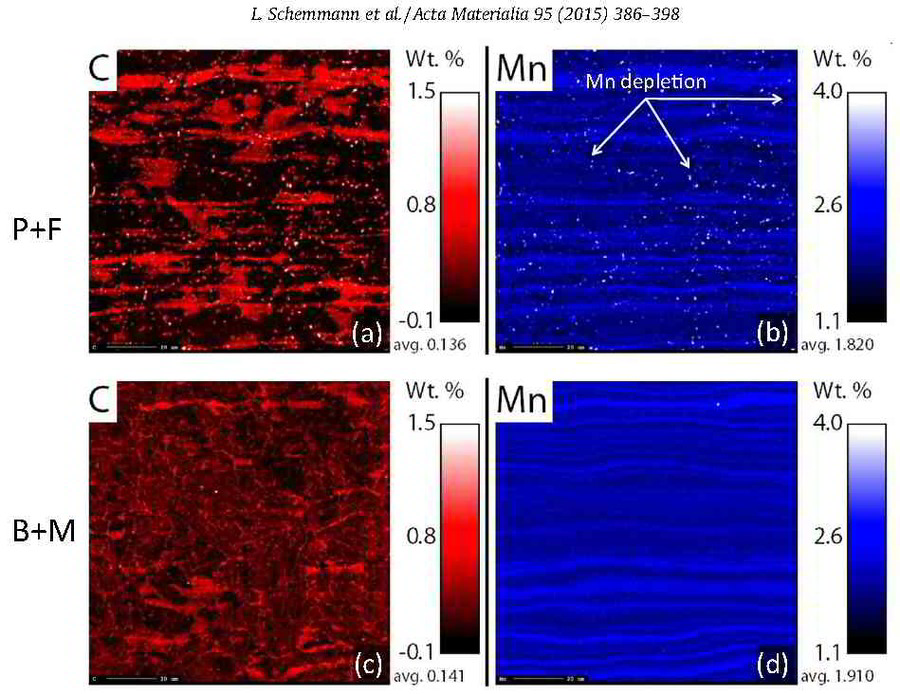
Acta Materialia 95 (2015) 386-398
Alloying effects on microstructure formation of dual phase steels
L. Schemmann, S. Zaefferer, D. Raabe, F. Friedel, D. Mattissen
Acta Materialia 95 (2015) 386 Dual Phase[...]
PDF-Dokument [2.0 MB]
 Acta Materialia 95 (2015) 386-398 Alloying effects on microstructure formation of dual phase steels L. Schemmann, S. Zaefferer, D. Raabe, F. Friedel, D. Mattissen
Acta Materialia 95 (2015) 386-398 Alloying effects on microstructure formation of dual phase steels L. Schemmann, S. Zaefferer, D. Raabe, F. Friedel, D. Mattissen
In dual-phase (DP) steels, inherited microstructures and elemental distributions affect the kinetics and morphology of phase transformation phenomena and the mechanical properties of the
final material. In order to study the inheritance process, we selected two model materials with the same average DP steel composition but with different initial microstructures, created by
coiling at different temperatures after hot rolling. These samples were submitted to a DP-steel heat treatment consisting of a short isothermal annealing in the pure austenite region and a
quenching process. The evolution of microstructure,
chemical composition and mechanical properties (hardness) during this treatment was investigated. The initial samples had a bainitic–martensitic (B + M) microstructure for the material coiled at
lower temperature and a ferritic–pearlitic (P + F) microstructure for that coiled at higher temperature. The
P + F microstructure had a much more inhomogeneous distribution of substitutional elements (in particular of Mn) and of carbon. After complete heat treatment, both materials showed a typical DP
microstructure (martensite islands embedded in ferrite) but the P + F material showed lower hardness compared to
the B + M material. It was found that the inhomogeneous elemental distribution prevailed in the P + F material.
The inheritance process was studied by combining measurements of the elemental distribution by Wavelength-Dispersive X-ray spectroscopy (WDX), simulations of the evolution of the elemental
composition via the DICTRA (diffusion-controlled reactions) computer programme, dilatometry to observe the
kinetics of phase transformation, and observation and quantification of the microstructures by Electron Backscatter Diffraction (EBSD) measurements. For the P + F material it was found that the
a–c transformation during annealing is slowed down in regions of lower Mn content and is therefore not completed. During the subsequent cooling the incompletely autenitized material does
not require ferrite nucleation and the c–a transformation starts at relative high temperatures. For B + M, in contrast, nucleation of ferrite is needed and the transformation starts at lower
temperatures. As a result the B + M mate-
rial develops a higher martensite content as well as a higher density of geometrically necessary dislocations (GNDs). It is speculated that for the B + M material the c–a transformation occurs
through a bainitic (i.e. partly displacive) process while the transformation at higher temperatures in the P + F material proceeds exclusively in a diffusive way.
Ferritic–martensitic dual phase (DP) steels deform spatially in a highly heterogeneous
manner, i.e. with strong strain and stress partitioning at the micro-scale. Such heterogeneity in local strain evolution leads in turn to a spatially heterogeneous damage distribution, and thus, plays an important role in the process of damage inheritance and fracture. To understand and improve DP steels, it is important to identify connections between the observed strain and damage heterogeneity and the underlying microstructural parameters, e.g. ferrite grain size, martensite distribution, martensite fraction, etc. In this work we pursue this aim by conducting in-situ deformation experiments on two different DP steel grades, employing two different microscopic-digital image correlation (lDIC) techniq
Int Journ Plast 2014 Tasan Roters Diehl [...]
PDF-Dokument [1.9 MB]
 International Journal of Plasticity 63 (2014) 198: Microstructures of (a) DP600 and (b) DP800 grades; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
International Journal of Plasticity 63 (2014) 198: Microstructures of (a) DP600 and (b) DP800 grades; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
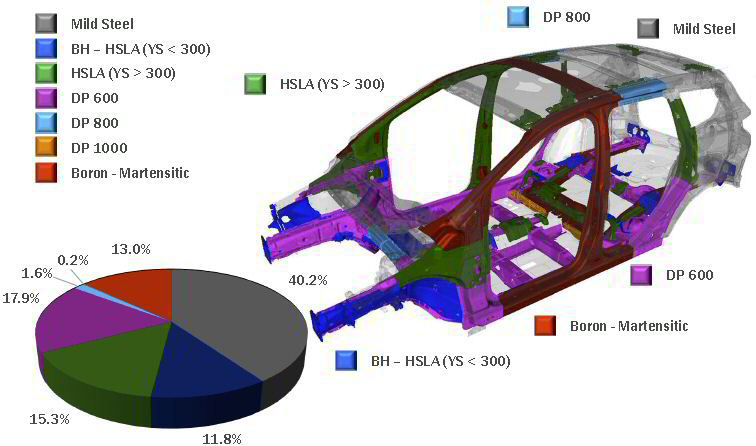
 BMW 5 series, DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
BMW 5 series, DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
 DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
 DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
DP steel usage; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
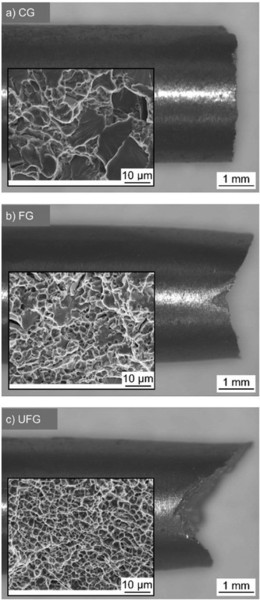
 Mechanical properties and fracture surfaces of different UFG DP steels.
Mechanical properties and fracture surfaces of different UFG DP steels.
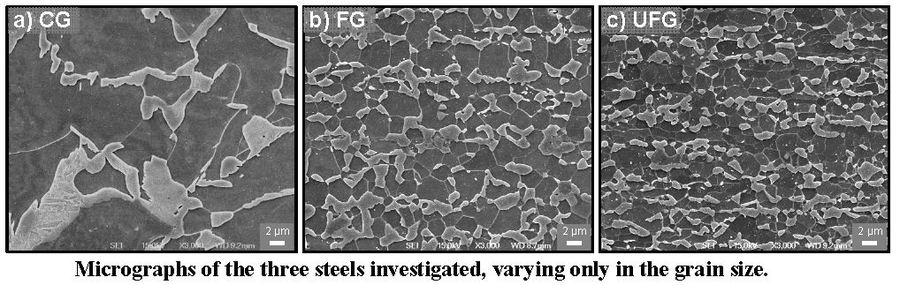
 Microstructures of 3 DP steels including UFG DP.
Microstructures of 3 DP steels including UFG DP.
 Dual phase steel processing and alloy design; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Dual phase steel processing and alloy design; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
 Acta Materialia 81 (2014) 386-400; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Acta Materialia 81 (2014) 386-400; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
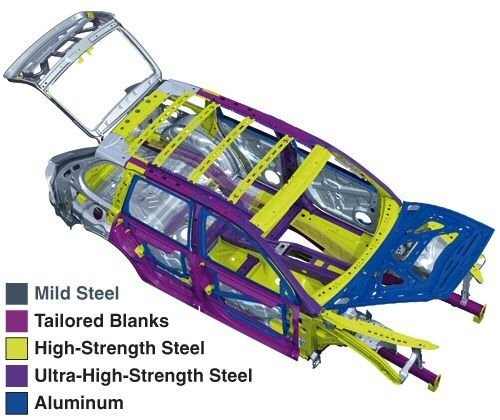
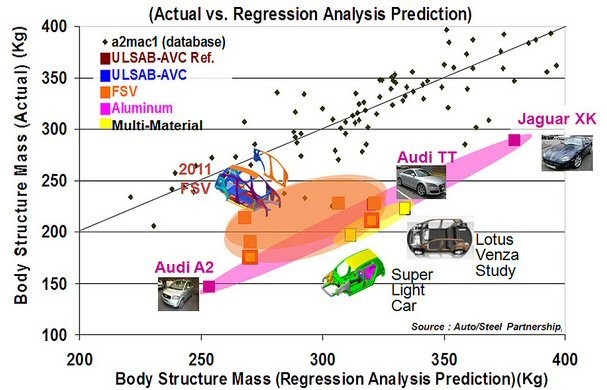
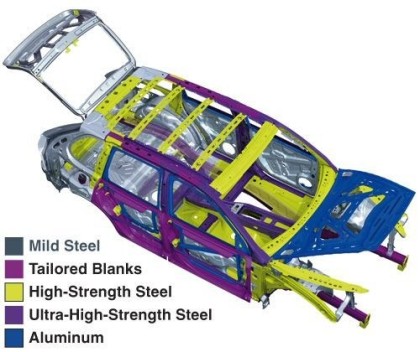
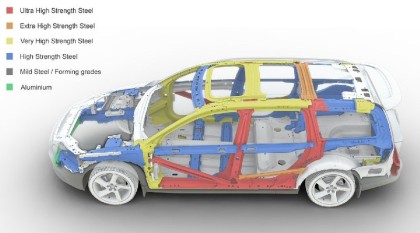 Use of high strength steels in modern car concepts
Use of high strength steels in modern car concepts
 Steel usage in the Porsche Cayenne design (courtesy Porsche); see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Steel usage in the Porsche Cayenne design (courtesy Porsche); see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
 GNDs in dual phase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
GNDs in dual phase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
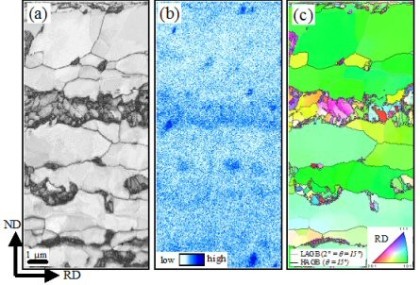 High resolution orientation mapping of a 17C-Mn steel with simultaneous EDS record. a) Fit map, b) EDS map, c) inverse pole figure map, parallel rolling direction; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
High resolution orientation mapping of a 17C-Mn steel with simultaneous EDS record. a) Fit map, b) EDS map, c) inverse pole figure map, parallel rolling direction; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
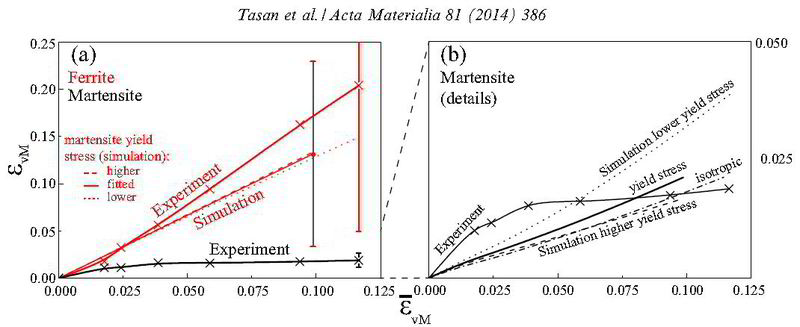
Acta Materialia 81 (2014) 386-400
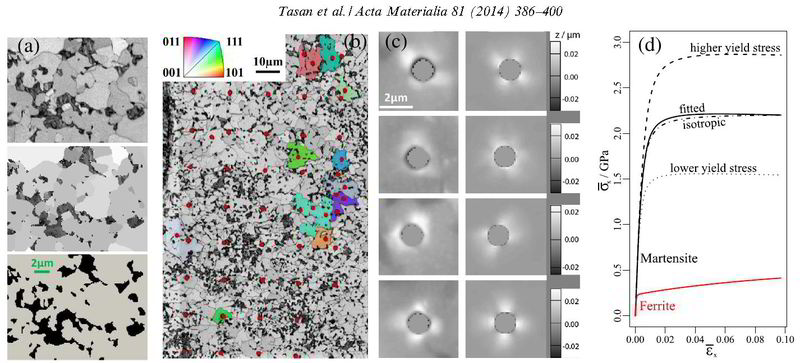
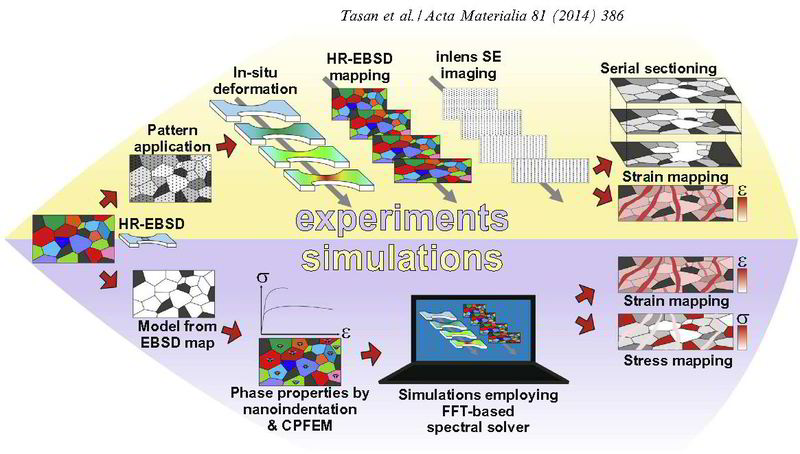
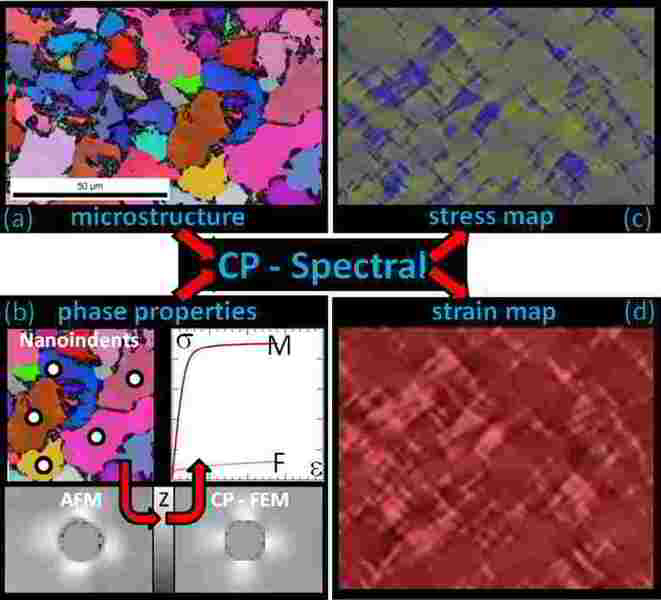
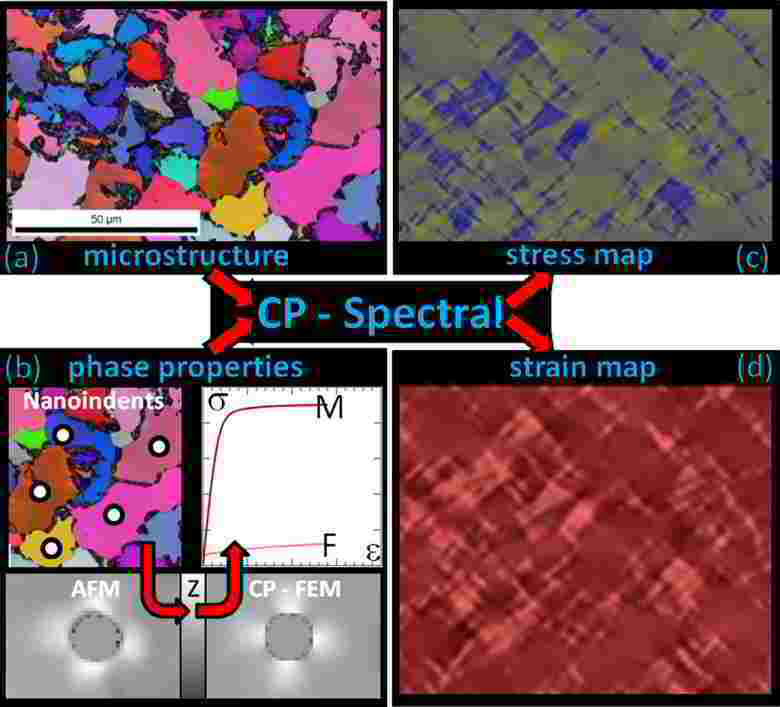
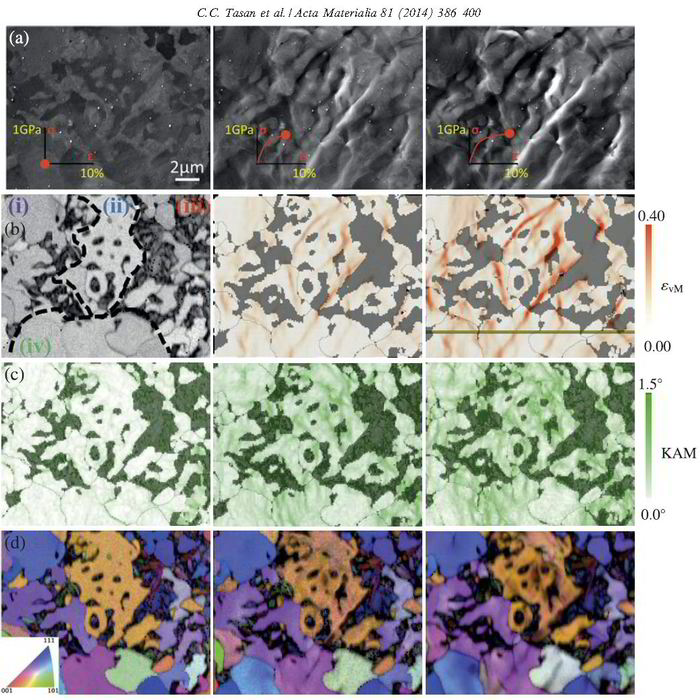
Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys
C.C. Tasan, M. Diehl, D. Yan, C. Zambaldi, P. Shanthraj, F. Roters, D. Raabe
Tasan et al Acta Materialia vol 91 2014 [...]
PDF-Dokument [3.4 MB]
 Acta Materialia 81 (2014) 386-400 Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys C.C. Tasan, M. Diehl, D. Yan, C. Zambaldi, P. Shanthraj, F. Roters, D. Raabe; see overview in: Tasan et al: Annu. Rev. Mat
Acta Materialia 81 (2014) 386-400 Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys C.C. Tasan, M. Diehl, D. Yan, C. Zambaldi, P. Shanthraj, F. Roters, D. Raabe; see overview in: Tasan et al: Annu. Rev. Mat
The mechanical response of multiphase alloys, specifically of dual phase steels (DP steels), is governed by the microscopic
strain and stress partitioning behavior among microstructural constituents. However, due to limitations in the characterization of the partitioning that takes
place at the submicron scale, microstructure optimization of such alloys is typically based on evaluating the averaged response, referring to, for example, macroscopic stress-strain
curves. Here, a novel experimental–numerical methodology is introduced to strengthen the integrated understanding of the microstructure and mechanical
properties of these alloys, enabling joint analyses of deformation-induced evolution of the microstructure, and the strain and stress distribution therein, down to submicron
resolution. From the experiments, deformation-induced evolution of (i) the microstructure, and (ii) the local strain distribution are concurrently captured, employing in situ secondary electron
imaging and electron backscatter diffraction (EBSD) (for the former), and microscopic-digital image correlation (for the latter). From the simulations,
local strain as well as stress distributions are revealed, through 2-D full-field crystal plasticity (CP) simulations conducted with an advanced spectral solver suitable for
heterogeneous materials. The simulated model is designed directly from the initial EBSD measurements, and the phase properties are obtained by additional
inverse CP simulations of nanoindentation experiments carried out on the original microstructure. The experiments and simulations demonstrate good correlation in the proof-of-principle study
conducted here on a martensite–ferrite dual-phase steel, and deviations are discussed in terms of limitations of the techniques involved. Overall, the presented integrated computational
materials engineering approach provides a vast amount of well-correlated structural and mechanical data that enhance our understanding as well as the design capabilities of multiphase
alloys.
 Acta Materialia 81 (2014) 386-400 Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys C.C. Tasan, M. Diehl, D. Yan, C. Zambaldi, P. Shanthraj, F. Roters, D. Raabe
Acta Materialia 81 (2014) 386-400 Integrated experimental–simulation analysis of stress and strain partitioning in multiphase alloys C.C. Tasan, M. Diehl, D. Yan, C. Zambaldi, P. Shanthraj, F. Roters, D. Raabe
The formation of ultrafine grained microstructure in a plain C-Mn steel.
Concept
Microstructure and microstructure evolution
Impact tests (Effect of microstructure)
Effect of C
Outline Part I (UFG fer
lecture-Max-Planck-Institute-Japan-ISUGS[...]
PDF-Dokument [8.9 MB]
Materials Science and Engineering A 527 (2010) 2738-2746
Mater_Science_Engin_A 527 (2010) 2738.pd[...]
PDF-Dokument [2.2 MB]
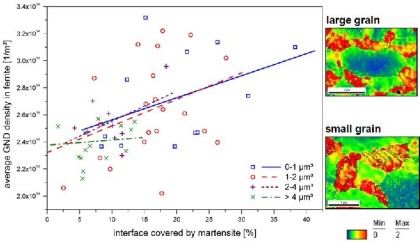
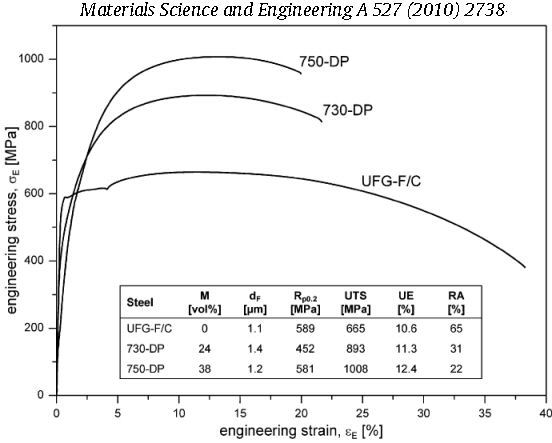
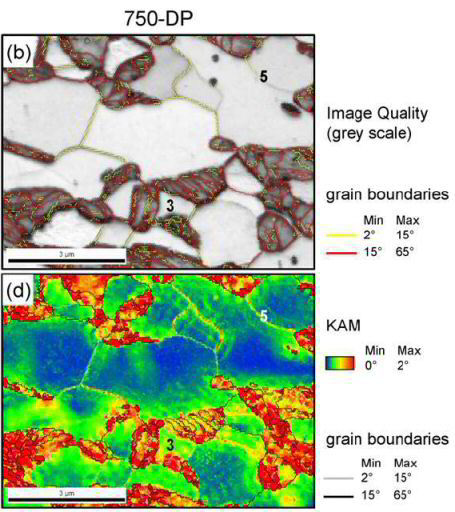
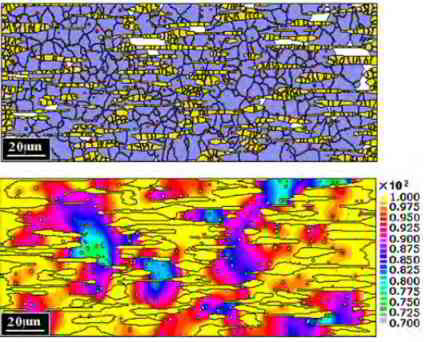
We study orientation gradients and geometrically necessary dislocations (GNDs) in two ultrafine grained dualphase steels with different martensite particle size and volume fraction (24 vol.% and 38 vol.%). The steel with higher martensite fraction has a lower elastic limit, a higher yield strength and a higher tensile strength. These effects are attributed to the higher second phase fraction and the inhomogeneous transformation strain accommodation in ferrite. The latter assumption is analyzed using highresolution electron backscatter diffraction (EBSD). We quantify orientation gradients, pattern quality and GND density variations at ferrite–ferrite and ferrite–martensite interfaces. Using 3D EBSD, additional information is obtained about the effect of grain volume and of martensite distribution on strain accommodation. Two methods are demonstrated to calculate the GND density from the EBSD data based on the kernel average misorientation measure and on the dislocation density tensor, respectively. The overall GND density is shown to increase with increasing total martensite fraction, decreasing grain volume, and increasing martensite fraction in the vicinity of ferrite.
 Mater Sc Engin A 527 (2010) 2738; Orientation gradients and geometrically necessary dislocations in ultrafine grained dualphase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Mater Sc Engin A 527 (2010) 2738; Orientation gradients and geometrically necessary dislocations in ultrafine grained dualphase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
 Mater Sc Engin A 527 (2010) 2738; Orientation gradients and geometrically necessary dislocations in ultrafine grained dualphase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Mater Sc Engin A 527 (2010) 2738; Orientation gradients and geometrically necessary dislocations in ultrafine grained dualphase steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Acta Materialia 59 (2011) 658-670
Acta Materialia 59 (2011) 658 UFG dual p[...]
PDF-Dokument [760.4 KB]
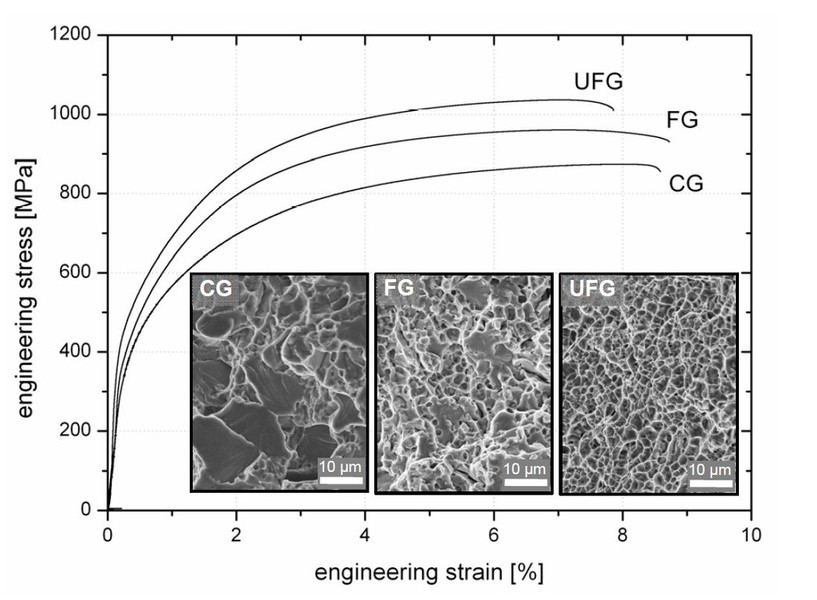
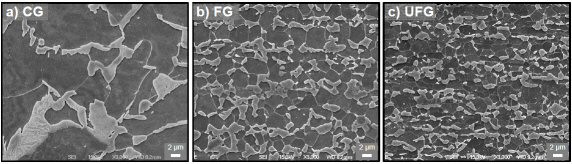
Three ferrite/martensite dual-phase steels varying in the ferrite grain size (12.4, 2.4 and 1.2 um) but with the same martensite content (30 vol.%) were produced by large-strain warm deformation at different deformation temperatures, followed by intercritical annealing. Their mechanical properties were compared, and the response of the ultrafine-grained steel (1.2 um) to aging at 170°C was investigated. The deformation and fracture mechanisms were studied based on microstructure observations using scanning electron microscopy and electron backscatter diffraction. Grain refinement leads to an increase in both yield strength and tensile strength, whereas uniform elongation and total elongation are less affected. This can be partly explained by the increase in the initial strain-hardening rate. Moreover, the stress/strain partitioning characteristics between ferrite and martensite change due to grain refinement, leading to enhanced martensite plasticity and better interface cohesion. Grain refinement further promotes ductile fracture mechanisms, which is a result of the improved fracture toughness of martensite. The aging treatment leads to a strong increase in yield strength and improves the uniform and total elongation. These effects are attributed to dislocation locking due to the formation of Cottrell atmospheres and relaxation of internal stresses, as well as to the reduction in the interstitial carbon content in ferrite and tempering effects in martensite.
 Acta Materialia 59 (2011) 658; Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging
Acta Materialia 59 (2011) 658; Deformation and fracture mechanisms in fine- and ultrafine-grained ferrite/martensite dual-phase steels and the effect of aging
A number of key observation can be extracted form this project. These are:
Three low-carbon dual-phase steels with nearly constant martensite fraction around 30 vol.% martensite and different ferrite grain sizes (1.2, 2.4 and 12.4 lm) were produced by
applying hot deformation and large-strain warm deformation
at different deformation temperatures, followed by intercritical annealing. Their deformation and fracture mechanisms were studied based on tensile test data and microstructure
observations. The BH response was investigated for the UFG steel. Grain refinement leads to an increase in both
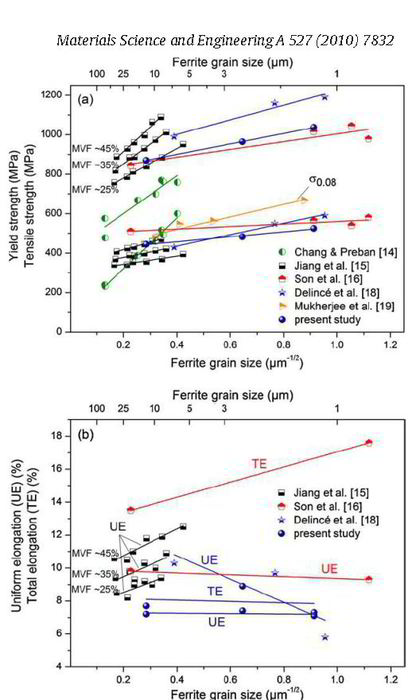
yield strength and tensile strength following a linear relationship of the Hall–Petch type. Uniform elongation and total elongation are hardly affected. The initial strainhardening rate and the reduction in area increase as the
grain size decreases. The increase in the initial strain-hardening rate due to grain refinement is attributed to early dislocation interactions, the high number of dislocation sources and the back
stresses exerted by (i) martensite islands and (ii) very small ferrite grains below 1 um3.
Aging at 170 C (bake-hardening) of the UFG steel leads to a strong increase in yield strength and a small decrease in tensile strength. Ductility is enhanced in terms of uniform and total elongation. Reduction in area is improved by 22% (from 15.3% to 37.5%). These effects are attributed to dislocation locking, relaxation
of internal stresses, reduction in supersaturated interstitial
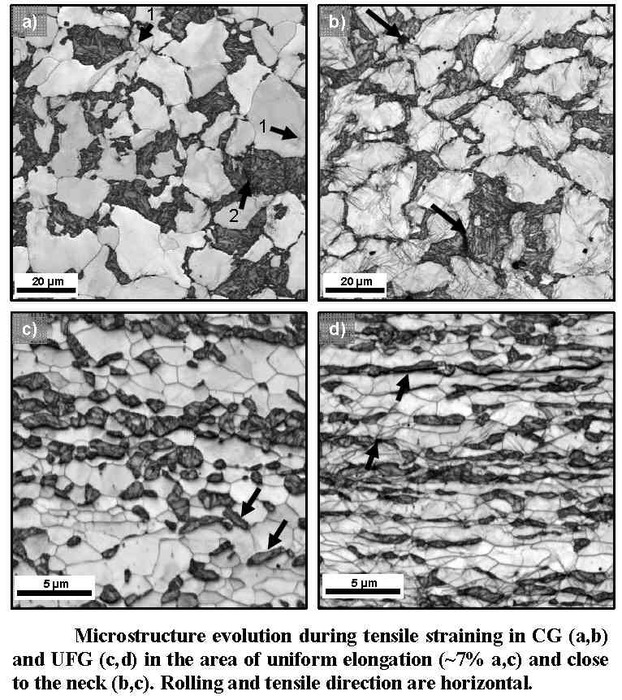
carbon content in ferrite and tempering effects in martensite. Grain refinement leads to plastic constraints in the ferrite matrix, which is reflected by homogeneous
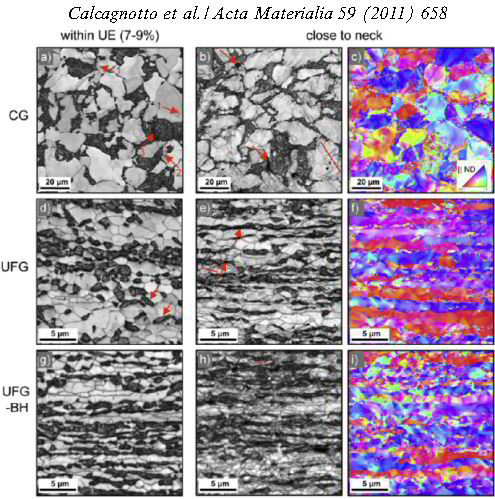
planar slip-band arrays. Strain localization in CG ferrite is
accomplished by wavy slip bands. The wavy slip mode leads to pronounced lattice rotations and early formation of a substructure in CG ferrite, whereas the planar slip mode provokes
less lattice rotations. The plastic constraints in FG and UFG ferrite force martensite to deform plastically earlier during tensile straining, whereas strain localization and subgrain
formation are impeded.
The increase in strength at improved ductility due to grain refinement is attributed to the combined effect of strengthened ferrite and enhanced toughness of martensite. This leads to
less severe stress/strain partitioning and
better interface cohesion. Grain refinement promotes ductile fracture mechanisms. Besides the beneficial effects of less excess strain in ferrite
and less excess stress in martensite, the formation of martensite cracks and cleavage fracture in ferrite is suppressed in the FG and UFG steels due to the small size, the more
homogeneous distribution and the more spherical shape of martensite islands.
ISIJ International, Vol. 52 (2012), No. 5, pp. 874-883
ISIJ International Vol 52 (2012) 874 ult[...]
PDF-Dokument [514.4 KB]
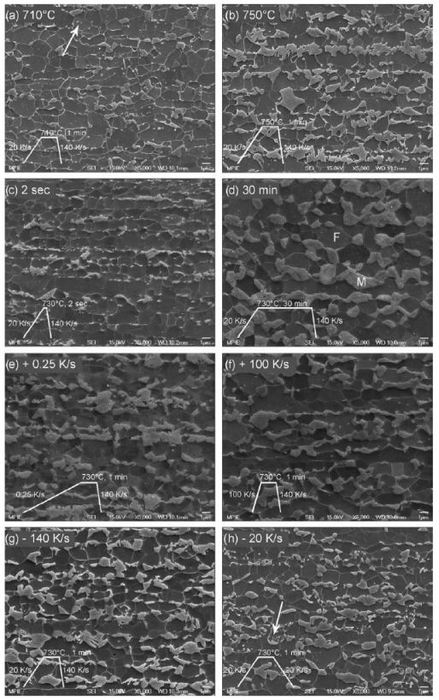
An ultrafine grained (UFG) ferrite/cementite steel was subjected to intercritical annealing in order to obtain an UFG
ferrite/martensite dual-phase (DP) steel. The intercritical annealing parameters, namely, holding temperature and time, heating rate, and cooling rate were varied independently
by applying
dilatometer experiments. Microstructure characterization was performed using scanning electron microscopy (SEM) and high-resolution electron backscatter diffraction
(EBSD). An EBSD data post-processing routine is proposed that allows precise distinction between the ferrite and the martensite phase. The sensitivity of
the microstructure to the different annealing conditions is identified. As in conventional DP steels, the martensite fraction and the ferrite grain size increase with intercritical annealing
time and temperature. Furthermore, the variations of the microstructure are explained in terms of the changes in phase
transformation kinetics due to grain refinement and the manganese enrichment in cementite during warm deformation.
 ISIJ International, Vol. 52 (2012), No. 5, pp. 874: Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
ISIJ International, Vol. 52 (2012), No. 5, pp. 874: Microstructure Control during Fabrication of Ultrafine Grained Dual-phase Steel; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009)
Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan
Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels
Marion Calcagnotto, Dirk Ponge, Yoshitaka Adachi and Dierk Raabe
ISSS09_Calcagnotto.pdf
PDF-Dokument [2.5 MB]
 Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
 Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
 Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
Proceedings of the 2nd International Symposium on Steel Science (ISSS 2009) Oct. 21-24, 2009, Kyoto, Japan: The Iron and Steel Institute of Japan Effect of Grain Refinement on Strength and Ductility in Dual-Phase Steels, Calcagnotto et al.
Dual-phase (DP) steels consisting of a soft ferrite matrix and typically 5-30 vol.-% of hard martensite particles combine high strength with good formability and weldability. Therefore, they are widely used for automotive applications [1]. Since their development three decades ago, the microstructure-property relationships have been extensively studied [2]. In view of the increasing demands for occupant safety and fuel efficiency, further strengthening of DP steels without a loss in ductility is required. Grain refinement is a promising method to achieve this aim [3-7]. In recent years, a variety of new processing routes has been developed to produce ultrafine grained (UFG) low carbon steels with a ferrite grain size of 1 μm and below [8]. UFG DP steels have been produced by applying a two-step processing route consisting of 1) a deformation treatment to produce UFG ferrite and finely dispersed cementite or pearlite and 2) a short intercritical annealing in the ferrite/austenite two-phase field followed by quenching to transform all austenite into martensite. Grain refinement in step 1) was achieved by severe plastic deformation [5] or advanced thermomechanical processing routes [6,7,9]. It was consistently found that yield strength and tensile strength are increased due to grain refinement, whereas uniform and total elongation are less affected. The strain hardening rate was found to increase with decreasing grain size [5] which is in contrast to the observation of the very restricted strain hardening rate in UFG low carbon ferrite/cementite steels [10]. As the number of investigations is very limited, further research is necessary to understand the mechanical response of DP steels to ferrite grain sizes close to or below 1 μm. The aim of the present study is to shed new light on the deformation and fracture mechanisms in a CG, FG and an UFG DP steel. In conjunction with tensile data, the microstructure evolution during deformation and the fracture mechanisms were studied by using SEM and high-resolution EBSD.
Here in this project large strain warm deformation at different temperatures and subsequent intercritical annealing has been applied to obtain fine grained (FG, 2.4 μm) and ultrafine grained (UFG, 1.2 μm) ferrite/martensite dual-phase (DP)
steels. Their mechanical properties were tested under tensile conditions and compared to a hot deformed coarse grained (CG, 12.4 μm) counterpart. Both yield strength and tensile strength
follow a Hall-Petch type linear relationship,
whereas uniform elongation and total elongation are hardly affected by grain refinement. The initial strain hardening rate as well as the reduction in area increase with decreasing grain size.
The deformation and fracture behavior of the steels were analyzed using scanning electron microscopy (SEM) combined with electron backscatter diffraction (EBSD). Slip band evolution was
studied by multistep tensile tests. The increase in strength at improved ductility is explained with the enhanced martensite plasticity as a result of plastic constraints in UFG ferrite and the
delayed formation of voids and martensite particle cracks due to the more homogeneous distribution and more spherical shape of UFG martensite particles.
Materials Science and Engineering A 527 (2010) 7832–7840
Materials Science and Engineering A 527 [...]
PDF-Dokument [687.9 KB]
Large strain warm deformation at different temperatures and subsequent intercritical annealing has been applied to obtain fine grained (2.4 um) and
ultrafine grained (1.2 um) ferrite/martensite dual phase (DP) steels. Their mechanical properties were tested under tensile and impact
conditions and compared to a hot deformed coarse grained (12.4 um) reference material. Both yield strength and tensile strength follow a
Hall-Petch type linear relationship, whereas uniform elongation and total elongation are hardly affected by grain refinement. The initial strain hardening rate as well as the
postuniform
elongation increase with decreasing grain size. Ductile fracture mechanisms are considerably promoted due to grain refinement. Grain refinement further
lowers the ductile-to-brittle transition temperature and leads to higher absorbed impact energies. Besides the common correlations with the
ferrite grain size, these phenomena are explained in terms of the martensite particle size, shape and distribution and the more homogeneous dislocation
distribution in ultrafine ferrite grains.
 DP steels: see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
DP steels: see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
VOLUME 43A, JANUARY 2012 METALLURGICAL AND MATERIALS TRANSACTIONS A, page 37 ff
Metallurgical Transactions A Ultrafine G[...]
PDF-Dokument [1.8 MB]
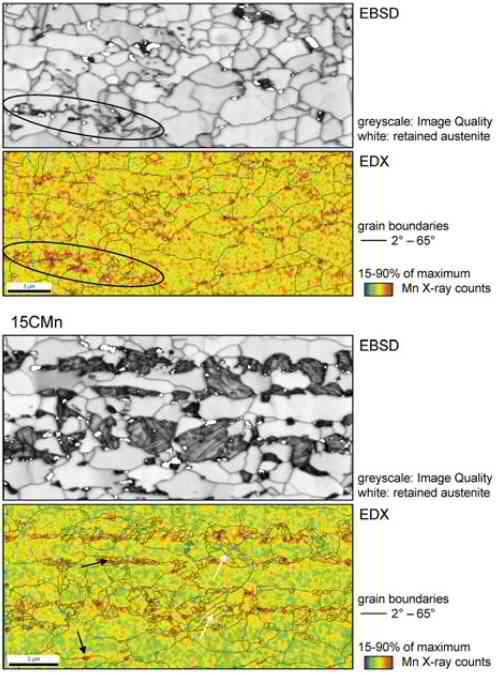
Two plain carbon steels with varying manganese content (0.87 wt pct and 1.63 wt pct) were refined to approximately 1 lm by large strain warm deformation and subsequently subjected
to intercritical annealing to produce an ultrafine grained ferrite/martensite dual-phase steel. The influence of the Mn content on microstructure evolution is studied by scanning
electron microscopy (SEM). The Mn distribution in ferrite and martensite is analyzed by high-resolution
electron backscatter diffraction (EBSD) combined with energy dispersive X-ray spectroscopy (EDX). The experimental findings are supported by the calculated phase diagrams, equilibrium phase
compositions, and the estimated diffusion distances using Thermo-Calc (Thermo-Calc Software, McMurray, PA) and Dictra (Thermo-Calc Software). Mn substantially enhances the grain size
stability during intercritical annealing and the ability of austenite to undergo martensitic
phase transformation. The first observation is explained in terms of the alteration of the phase transformation temperatures and the grain boundary mobility, while the second is a result of
the Mn enrichment in cementite during large strain warm deformation, which is inherited by the newly formed austenite and increases its hardenability. The latter is the main reason why
the ultrafine-grained material exhibits a hardenability that is comparable with the hardenability of the coarse-grained reference material.
 On the Effect of Manganese on Grain Size Stability and Hardenability in Ultrafine-Grained Ferrite/Martensite Dual-Phase Steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
On the Effect of Manganese on Grain Size Stability and Hardenability in Ultrafine-Grained Ferrite/Martensite Dual-Phase Steels; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Materials Science and Engineering A 527 (2010) 4161-4168
Materials Science and Engineering A 527 [...]
PDF-Dokument [472.9 KB]
The microstructure and texture evolution of dual-phase steel sheets with a cold reduction of about 50%, annealed at ferritic and intercritical temperatures, were analyzed by scanning electron microscopy and electron backscatter diffraction. The competition between recrystallization and phase transformation was of particular interest. The sheets were annealed in salt bath or were annealed in a MULTIPAS annealing simulator under variation of annealing temperature, annealing time, and heating rate. For low intercritical temperatures, recrystallization occurred before phase transformation. The sheets showed a similar through-thickness texture inhomogeneity with a plane-strain texture with strong alpha-fiber and weak gamma- fiber as cold rolled sheets and a ferritic–martensitic band structure in the sheet center layers. An inverse correlation between the volume fractions of recrystallized ferrite and martensite was observed. This interdependence is attributed to a different phase transformation kinetics for recyrstallized and deformed ferrite and is discussed in terms of deformation strain energy, diffusion, and number of nucleation sites.
 DP steel microstructure; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
DP steel microstructure; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Acta Materialia 61 (2013) 5504-5517
Acta-Materialia-2013-recrystallization a[...]
PDF-Dokument [966.7 KB]
 Acta Materialia 61 (2013) 5504; Interaction between recrystallization and phase transformation during intercritical annealing in a cold-rolled dual-phase steel; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Acta Materialia 61 (2013) 5504; Interaction between recrystallization and phase transformation during intercritical annealing in a cold-rolled dual-phase steel; see overview in: Tasan et al: Annu. Rev. Mater. Res. 2015. volume 45: pages 391-431
Owing to a favorable combination of high strength and good formability, dual-phase (DP) steels are currently receiving high interest in the automotive industry for low energy consumption vehicle
design through weight reduction [1–6]. The microstructure of DP steel is characterized by hard martensite islands dispersed in a soft and ductile ferrite matrix [7]. To generate DP microstructures, a
continuous annealing process that includes reheating of a cold-rolled ferrite/pearlite microstructure followed by intercritical annealing is implemented to form an austenite/ ferrite
mixture, which after final quenching results in a DP microstructure [8]. During this process, microstructure formation is determined by a number of interacting metallurgical phenomena, of which
ferrite recrystallization, austenite formation and carbon diffusion are the most important. What makes the prediction of DP microstructures challenging is the fact that these phenomena may
proceed consecutively or simultaneously, i.e. complex local interactions between the metallurgical diffusion and transformation phenomena occur. The nonlinear character of the phenomena involved
minor changes in these interactions, and this may have a profound influence on the resulting microstructure. On the other hand, from a theoretical point of view, it is also an essential
challenge to quantitatively understand and evaluate the interdependence and competition between these two metallurgical processes. In earlier studies, such potential interactions between
recrystallization and phase transformation have been reported to occur for various intercritically annealed steels on materials that had been initially cold rolled [9–11]. Yang et al. [9]
observed austenite nucleation both on grain boundaries of unrecrystallized ferrite and at the interfaces between recrystallized and unrecrystallized grains. This work revealed an influence of ferrite
recrystallization on the formation and distribution of austenite. Huang et al. [10] systematically investigated the effect of the initial heating rate on austenite formation and ferrite
recrystallization
in two steels with chemical compositions that are typically used for DP and transformation-induced plasticity (TRIP) steels. They suggested that there was a strong interaction between ferrite
recrystallization and austenite formation, which could affect the kinetics of austenite formation as well as its spatial distribution. Their findings were recently verified by Azizi-Alizamini et
al. [11] in a plain low-carbon steel, including a similar morphology shift from randomly distributed to a banded structure of austenite when increasing the initial heating rate. Despite these
important findings and their potential practical relevance, further investigations of such interaction phenomena as well as their potential effect on the final microstructure and properties of
the steels annealed in the intercritical region are still required. More specifically, the interaction between the two metallurgical processes may cause property variations and makes it difficult to
identify the relation between direct thermal processing settings and the final product properties. However, the approach of integrated microstructural simulation that includes all relevant
metallurgical processes is ideally suited to provide the desired insight for this problem, which hence enables us to conduct quantitative microstructure design for optimal properties. With the
recent development of mesoscale microstructure-based transformation models [12], e.g. the cellular automaton (CA), the Monte Carlo (MC) and the
phase field (PF), simulations can now provide deeper insight into the mechanism and morphological complexity of both the phase transformation and recrystallization in steels [13,14]. Numerical
modeling is thus emerging as an alternative tool to investigate the interaction mechanism of recrystallization and phase transformation in DP steels. Recently, Rudnizki et al. [15] developed a PF
model to describe the austenite formation from a ferrite–pearlite aggregate during the annealing of a cold-rolled DP steel. However, their simulation started from an already recrystallized
microstructure. Hence, the approach did not consider the interaction between recrystallization and phase transformation. Bos et al. [16,17] presented an integrated three-dimensional (3-D) CA model to
describe the through-process microstructure evolution during the entire processing of DP steels. In their model, simulation of concurrent ferrite recrystallization and austenite formation was
involved. However, their interest was placed on the model development [16] and its usage on a study of the influence of individual transformation processes on the final DP microstructure [17],
whereas the interaction between recrystallization and phase transformation was not addressed. Okuda et al. [18] performed an MC simulation to examine the competition between recrystallization and
transformation in several DP microstructures. However, their model did not involve detailed thermodynamic
criteria of either recrystallization or phase transformation. In this work, we present a modified two-dimensional (2-D) CA model to investigate the competition between ferrite
recrystallization and austenitic transformation during the intercritical annealing of cold-rolled DP steels. In this model, discrete microstructural constituents either in
recrystallization or in phase transformation are depicted through involving relevant thermodynamic criteria (stored deformation energy, chemical transformation driving force, etc.) and kinetic
effects (grain boundary mobility, carbon diffusion, etc.), so that a detailed microstructural insight into the mutual interactions between these various metallurgical processes can be obtained. This
model also enables us to study the influence of initial heating rate and annealing temperature on subsequent isothermal transformation kinetics and the associated microstructure evolution.
More specific, here the concurrent ferrite recrystallization and austenitic transformation during intercritical annealing of cold-rolled DP
steels is investigated by cellular automaton (CA) modeling. The simulations provide insight into the microstructural phenomena that result from the interaction of primary
recrystallization and phase transformation. We find that the interaction between ferrite recrystallization and aus-tenite formation affects not only the transformation kinetics but also the
morphology and spatial distribution of the austenite. From this we can interpret experimental data of the observed temperature-dependent hardness and its dependence on the two metallurgical
processes. The influence of the initial heating rate on subsequent isothermal transformation kinetics and the microstructure evolution is also obtained by the
model.
C. Tasan, M. Diehl, D. Yan, C. Zambaldi, M. Koyama, P. Shanthraj, F. Roters, D. Raabe
OPTIMOM Conference, Oxford, UK, September 2014
Ferritic–martensitic dual phase (DP) steels are finding multiple applications in the automotive industry. There is, therefore, a permanent interest in further optimization of their microstructure aiming at lower energy consumption in sheet metal forming operations, higher energy absorption during crash loading conditions, etc. (Rashid, 1981; Llewellyn and Hillis, 1996; Calcagnotto et al., 2012; Bouaziz et al., 2013). Even when presence of other phases such as retained austenite or bainite are not taken into account, the micromechanical behavior of the composite-like dual phase microstructure of DP steels is rather complex (Tekoglu and Pardoen, 2010, Tekog
Raabe et al presentation dual phase stee[...]
PDF-Dokument [11.7 MB]
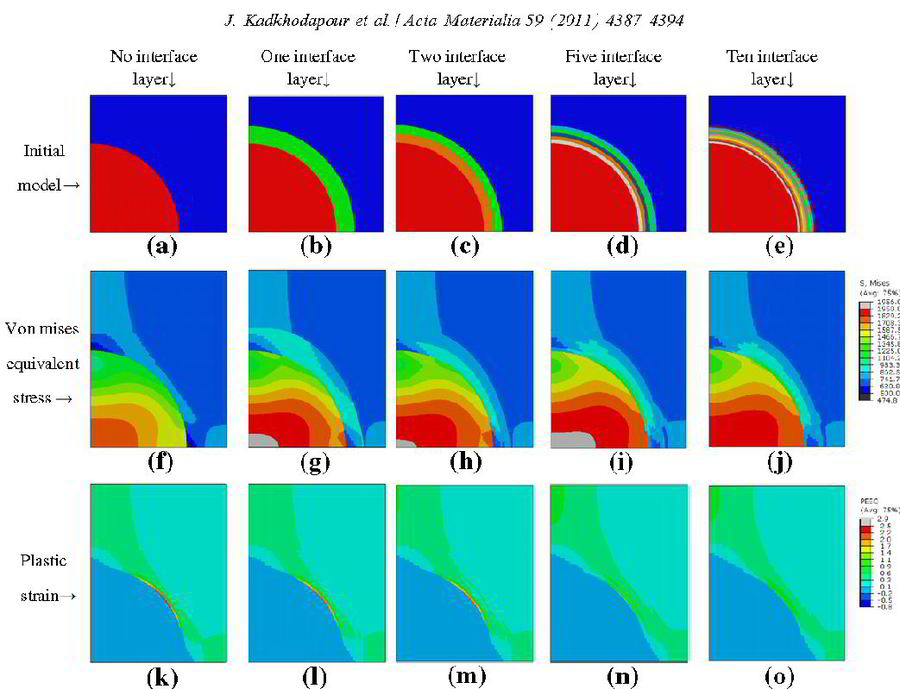
Acta Materialia 59 (2011) 4387-4394
Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels
J. Kadkhodapour, S. Schmauder, D. Raabe, S. Ziaei-Rad, U. Weber, M. Calcagnotto
Acta Materialia 59 (2011) 4387-4394 dual[...]
PDF-Dokument [620.1 KB]
 Acta Materialia 59 (2011) 4387-4394 Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels J. Kadkhodapour et al.;
Acta Materialia 59 (2011) 4387-4394 Experimental and numerical study on geometrically necessary dislocations and non-homogeneous mechanical properties of the ferrite phase in dual phase steels J. Kadkhodapour et al.;
Motivation for the development of dual phase steels:
Present day industrial applications of sheet metal forming require materials with high plastic deformation potential and high strength. This goal is not easy to achieve, because usually an
increase in the mechanical characteristics of the sheet involves a reduction in its workability, in terms of ductility, drawability, and formability. Despite these considerations, dual
phase steels have good formabil-
ity with relatively high strength; in particular they have shown good ductility, continuous yielding followed by rapid work hardening, a low yield to tensile strain ratio and non-aging
behavior at ambient temperature. Dual phase steels are low carbon micro-alloyed steels, characterized by a ferritic multiphase structure in which martensite is dispersed. They have a
purely ferrite matrix and about 5–30% martensite dispersed in patches as a second phase. They behave like composite materials in which the ferrite matrix ensures good cold
formability,
while the martensite is the strengthening element. The correct proportions of the two phases allows a low yielding stress, a high elongation value and a smooth flow–stress curve with a
high strain hardening coefficient [1,2].
Tensile properties of dual phase steels:
Tremendous efforts have been expended on exploring various aspects of dual phase steels. The effect of the volume fraction (Vm), for example, of the harder phase (martensite) has been investigated by different authors [3–7]. Increasing the volume fraction of the harder phase was found to increase the yield and ultimate strengths of the aggregate. Shen et al. [8] have shown, using a scanning electron microscope equipped with a tensile straining stage,
that the distribution of strain between the ferrite and martensite phases, as well as among the different grains of each phase, was observed to be iinhomogeneous. Various studies aimed
at a better understanding of the
excellent mechanical properties of dual phase steels [9–16]. There is broad consensus that the low elastic limit (defined as the first deviation from Hooke’s law in the stress–strain
curve), the continuous yielding and the high strain hardening rate are a consequence of the austenite– martensite transformation, which involves volume expansion. In our materials the
volume expansion is approximately 2.9–4% at the martensite start temperature [9]. The strains produced by transformation result in residual stresses in the surrounding ferrite [9]. These
internal stresses are assumed to facilitate plastic flow and, hence, reduce the elastic limit. Furthermore, the volume change induces plastic deformation of adjacent ferrite grains and,
therefore, creates a high density of unpinned dislocations in the vicinity of martensite [10–12], as was qualitatively studied by transmission electron microscopy (TEM) [13–15]. These
dislocations are assumed to be (at least partly) mobile during the early stages of deformation and contribute to work hardening. The heterogeneous distribution of
dislocations is supposed to control continuous yielding in dual phase steels. It is assumed that the deformation starts in ferrite areas with low dislocation densities and spreads with
increasing plastic strain into regions with higher dislocation densities [16]. At least some of the adjacent ferrite grains have to deform plastically owing to volume expansion during
austenite–martensite transformation. During this deformation, geometrically necessary dislocations (GNDs) are required to maintain lattice continuity [17–19] and statistically
stored dislocations (SSDs) evolve from random trapping processes [18]. After such transformation-induced deformation residual stresses remain due to inhomogenity of the plastic deformation
throughout the grains. However, it is
still not understood to what extent GNDs, SSDs, and the associated residual stresses contribute to the yielding behavior of dual phase steels. It is well known that GNDs cause local
hardening of the microstructure. But, to the best of the author’s knowledge, no experimental observations of this phenomenon have been reported in dual phase steels. Various
homogenization techniques are used in predicting and quantifying the tensile mechanical properties and
initial work hardening behavior of various materials of composite microstructure such as dual phase steels [20– 23]. None of these models consider local hardening inside the
microstructure.
Grain refinement in dual phase steel
In ultrafine single phase alloys it has been shown that the increase in yield stress is accompanied by a decrease in the work hardening rate, which is responsible for poor ductility.
This effect has been shown for Al- and Ti-containing ultra-low carbon steel produced by accumulative roll bonding (ARB) [24], in pure titanium [25] and in low carbon steels [26] produced by
equal channel angular press-
ing (ECAP), and in ferritic steels produced by ECAP or ARB [27].
Ultrafine grain (UFG) dual phase steels with a ferrite grain size of around 1 lm have been produced by applying a two-step processing route consisting of (1) a deformation treatment to
produce UFG ferrite and finely dispersed cementite or pearlite and (2) a short intercritical annealing in the ferrite/austenite two-phase field followed by quenching to transform all
austenite to martensite. Grain refine-
ment in step (1) was achieved by ECAP [28], cold rolling [29] and cold swaging [21]. A single pass processing route based on deformation-induced ferrite transformation (DIFT) was
proposed by Mukherjee et al. [30]. It was consistently found that yield strength and tensile strength increased on grain refinement, whereas uniform and total elongation were less
affected. The strain harden-
ing rate was found to increase with decreasing grain size [28], which is in contrast to the observation of a very restricted strain hardening rate in UFG low carbon ferrite/cementite steels
[31,32]. As the number of investigations on this topic is very limited, a better understanding of the mechanical response of dual phase steels to ferrite grain sizes close to or below 1 lm
is required. In contrast to other methods to increase the strength of steels, grain refinement simultaneously improves the toughness of the material, i.e. its capability to absorb
energy under impact conditions [33,34]. Also, The Hall–Petch
coefficient of the yield strength is lower than in ferrite/ cementite steels that are refined to 1 lm and below [33,34]. CG ferrite exhibits wavy and strongly intersecting slip bands
without a preferred orientation, while UFG ferrite
basically shows two sets of nearly planar slip bands which are oriented 40° to the tensile direction [33,34]. In the case of CG steel the failure process is mainly brittle, which is
documented by well-defined facets and cleavage steps on these facets, and only some small areas consist of dimples. The dominant fracture mode of FG steel is ductile, although smaller parts
of the specimen have
undergone brittle fracture. The UFG steel shows dimples throughout the specimens. This suggests a failure process of void nucleation and growth and, hence, entirely ductile fracture
[33,34].
More specific, here the microstructure of dual phase steels can be compared with a composite composed of a matrix of ferrite reinforced by small islands
of martensite. This assumption has been used in several attempts to model the mechanical properties of dual phase steels. However, recent measurements show that the properties of the ferrite
phase change with distance from the martensite grains. These measurements showed that the grains of the ferrite phase are harder in the vicinity of martensite grains. As a consequence of this
local hardening effect, the ferrite phase has to be considered as an inhomogeneous matrix in modeling dual phase steels. This experiment inspired the idea that local hardening is caused by
geometrically necessary dislocations. The idea is investigated experimentally and numerically in the present
analysis, which for the first time leads to good agreement with experimental observations of the mechanical stress–strain behavior.
Keynote Lecture, D. Raabe, Stahldialog, 06. Nov 2014, Congress Center Düsseldorf (CCD), Hochfeste Stähle mit verbesserter Duktilität – Potentiale für den Leichtbau
High-strength steels with improved ductility - potentials for lightweight engineering
Lecture Stahltag dual phase steel 2014.p[...]
PDF-Dokument [3.3 MB]
Images of dual phase steels