Steels in additive manufacturing: powders, processing, microstructures, properties
Steels are globally the most important material class for load-bearing and magnetic applications, with a production volume above 1.8 billion tons per year.
They also gain momentum as a key material in additive manufacturing.
Today, a large number of different steels are being processed by Additive Manufacturing (AM) methods.
The different matrix microstructure components and phases (austenite, ferrite, martensite) and the various precipitation phases (intermetallic precipitates, carbides) leverage a huge variability in microstructure and properties to this class of alloys, whicb can be all tuned by adjusting the AM preocessing paramenters. This approach of combining thermodynamics and kinetics based alloy design with process understanding of AM allows to create materials with unique types of microstructures and properties, even modern variants of the famous Damaskus Steels.
This is true for AM-produced steels just as it is for conventionally-produced steels. However, steels are subjected during AM processing to time-temperature profiles which are very different from the ones encountered in conventional process routes, and hence the resulting microstructures differ strongly as well. This includes a very fine and highly morphologically and crystallographically textured microstructure as a result of high solidification rates as well as non-equilibrium phases in the as-processed state. Such a microstructure, in turn, necessitates additional or adapted post-AM heat treatments and alloy design adjustments. In this review, we give an overview over the different kinds of steels in use in fusion-based AM processes and present their microstructures, their mechanical and corrosion properties, their heat treatments and their intended applications. This includes austenitic, duplex, martensitic and precipitation-hardening stainless steels, TRIP/TWIP steels, maraging and carbon-bearing tool steels and ODS steels. We identify areas with missing information in the literature and assess which properties of AM steels exceed those of conventionally-produced ones, or, conversely, which properties fall behind. We close our review with a short summary of iron-base alloys with functional properties and their application perspectives in Additive Manufacturing.
Making High-strength Damascus Steel by Additive Manufacturing
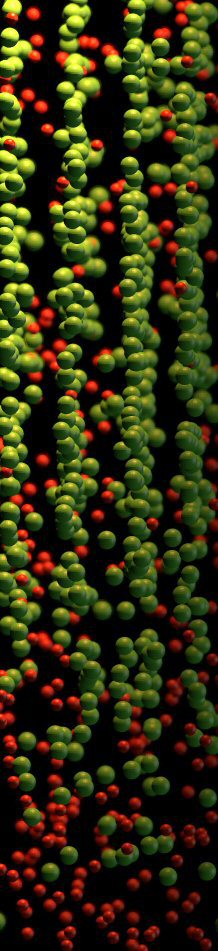
Laser additive manufacturing is attractive for the production of complex, three-dimensional parts from metallic powder using a computer-aided design model. The approach enables the digital control of the processing parameters and thus the resulting alloy’s microstructure, for example, by using high cooling rates and cyclic re-heating. We recently showed that this cyclic re-heating, the so-called intrinsic heat treatment, can trigger nickel-aluminium precipitation in an iron–nickel–aluminium alloy in situ during laser additive manufacturing. Here we report a Fe19Ni5Ti (weight per cent) steel tailor-designed for laser additive manufacturing. This steel is hardened in situ by nickel-titanium nanoprecipitation, and martensite is also formed in situ, starting at a readily accessible temperature of 200 degrees Celsius. Local control of both the nanoprecipitation and the martensitic transformation during the fabrication leads to complex microstructure hierarchies across multiple length scales, from approximately 100-micrometre-thick layers down to nanoscale precipitates. Inspired by ancient Damascus steels - which have hard and soft layers, originally introduced via the folding and forging techniques of skilled blacksmiths - we produced a material consisting of alternating soft and hard layers. Our material has a tensile strength of 1,300 megapascals and 10 per cent elongation, showing superior mechanical properties to those of ancient Damascus steel. The principles of in situ precipitation strengthening and local microstructure control used here can be applied to a wide range of precipitation-hardened alloys and different additive manufacturing processes.
Nature | Vol 582 | 25 June 2020 | 515
https://doi.org/10.1038/s41586-020-2409-3
High-strength Damascus steel by additive[...]
PDF-Dokument [17.2 MB]
Maraging Steels by Additive Manufacturing
Due to the layer-by-layer build-up of additively manufactured parts, the deposited material experiences a cyclic re-heating in the form of a sequence of temperature pulses. In the current
work, this “intrinsic heat treatment (IHT)” was exploited to induce the precipitation of NiAl nanoparticles in an Fe-19Ni-xAl (at%)
model maraging steel, a system known for rapid clustering. We used Laser Metal Deposition (LMD) to synthesize compositionally graded specimens. This allowed for the efficient screening of effects
associated with varying Al contents ranging from 0 to 25 at% and for identifying promising concentrations for further studies. Based on the existence of the desired martensitic matrix, an upper
bound for the Al concentration of 15 at% was defined. Owing to the presence of NiAl precipitates as observed by Atom Probe Tomography (APT), a lower bound of 3e5 at% Al was established.
Within this concentration window, increasing the Al concentration gave rise to an increase in hardness by 225 HV due to an
exceptionally high number density of 1025 NiAl precipitates per m3, as measured by APT. This work demonstrates the possibility of exploiting the IHT of the LMD process for the production of
samples that are precipitation strengthened during the additive manufacturing process without need for any further heat treatment.
Acta Materialia 129 (2017) 52-60
Acta Mater 2017 Additive Manufacturing M[...]
PDF-Dokument [2.4 MB]
 The radial distribution function of Ti atoms in a maraging steel (18Ni-300) as determined by APT for different processing conditions (conventionally produced, SLM- and LMD-produced) and heat treatments (AP: as-produced, 5 min: ageing at 480C.
The radial distribution function of Ti atoms in a maraging steel (18Ni-300) as determined by APT for different processing conditions (conventionally produced, SLM- and LMD-produced) and heat treatments (AP: as-produced, 5 min: ageing at 480C.
Hydrogen embrittlement resistance of additively manufactured 304L austenitic stainless steel
We studied hydrogen embrittlement in 304L austenitic stainless steel fabricated by laser powder-bed-fusion (LPBF) and compared the results to conventionally produced 304L samples with two different processing histories; casting plus annealing (CA) and CA plus thermomechanical treatment (CA-TMT). No difference in the amount of deformation-induced α′ martensite between the LPBF and CA-TMT samples was observed, suggesting that the solidification sub-structure in the LPBF sample enhanced the strength without promoting the harmful hydrogen embrittlement effect. These results are discussed in terms of the chemical inhomogeneity, hydrogen-assisted cracking behavior, and hydrogen diffusion and trapping in the present 304L samples.
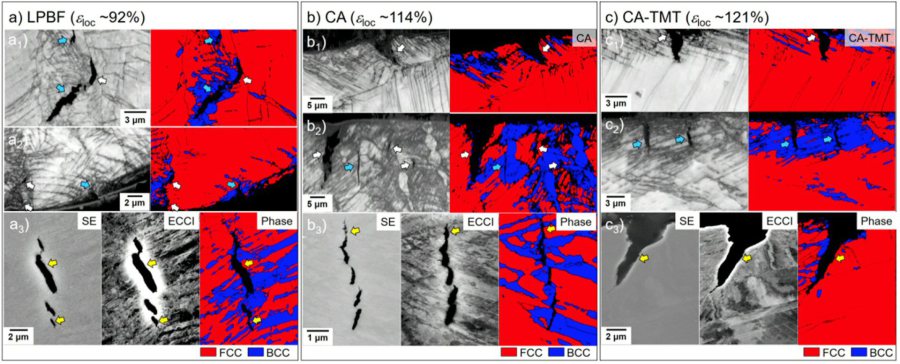 Secondary H-assisted cracks in the (a) LPBF, (b) CA, and (c) CA-TMT samples: (a1,2)– (c1,2) show the image quality maps and the corresponding phase distribution maps obtained from EBSD measurements around the H-assisted cracks; (a3)–(c3) show high magnif
Secondary H-assisted cracks in the (a) LPBF, (b) CA, and (c) CA-TMT samples: (a1,2)– (c1,2) show the image quality maps and the corresponding phase distribution maps obtained from EBSD measurements around the H-assisted cracks; (a3)–(c3) show high magnif
In this study, H effects on tensile ductility of 304L ASS fabricated by laser powder-bed-fusion (LPBF) were investigated through tensile tests, microstructural analyses
and by comparing the results with those of conventionally produced 304L ASSs (i.e., cast and annealed (CA) and cast, annealed and thermomechanically-treated (CA-TMT) samples).
hydrogen embrittlement additive manufact[...]
PDF-Dokument [819.7 KB]
Precipitation Reactions in Age- Hardenable Alloys During Laser Additive Manufacturing
We study here the thermal profiles experienced by various age-hardenable alloys during laser additive manufacturing (LAM), employing two different manufacturing techniques: selective laser melting and laser metal deposition. Using scanning electron microscopy and atom probe tomography, we reveal at which stages during the manufacturing process desired and undesired precipitation reactions can occur in age-hardenable alloys. Using examples from a maraging steel, a nickel-base superalloy and a scandium-containing aluminium alloy, we demonstrate that precipitation can already occur during the production of the powders used as starting material, during the deposition of material (i.e. during solidification and subsequent cooling), during the intrinsic heat treatment effected by LAM (i.e. in the heat affected zones) and, naturally, during an ageing post-heat treatment. These examples demonstrate the importance of understanding and controlling the thermal profile during the entire additive manufacturing cycle of age-hardenable materials including powder synthesis.
10.1007_s11837-015-1764-2.pdf
PDF-Dokument [2.2 MB]
Maraging Steel Micro- and Nanostructure Produced Conventionally and by Laser Additive Manufacturing
Maraging steels are used to produce tools by Additive Manufacturing (AM) methods such as Laser Metal Deposition (LMD) and Selective Laser Melting (SLM). Although it is well
established that dense parts can be produced by AM, the influence of the AM process on the microstructure—in particular the content of retained and reversed austenite as well as the
nanostructure, especially
the precipitate density and chemistry, are not yet explored. Here, we study these features using microhardness measurements, Optical Microscopy, Electron Backscatter Diffraction (EBSD),
Energy Dispersive Spectroscopy (EDS), and Atom Probe Tomography (APT) in the as-produced state and during ageing heat treatment. We find that due to microsegregation, retained austenite
exists
in the as-LMD- and as-SLM-produced states but not in the conventionally-produced material. The hardness in the as-LMD-produced state is higher than in the conventionally and
SLM-produced materials, however, not in the uppermost layers. By APT, it is confirmed that this is due to early stages of precipitation induced by the cyclic re-heating upon further
deposition—i.e., the intrinsic
heat treatment associated with LMD. In the peak-aged state, which is reached after a similar time in all materials, the hardness of SLM- and LMD-produced material is slightly lower than in
conventionally-produced material due to the presence of retained austenite and reversed austenite formed during ageing.
Materials 2017-10-8 Laser Additive Manuf[...]
PDF-Dokument [2.7 MB]
Precipitation and austenite reversion behavior of a maraging steel produced by selective laser melting
Materials produced by selective laser melting (SLM) experience a thermal history that is markedly different from that encountered by conventionally produced materials. In particular, a very
high cooling rate from the melt is combined with cyclical reheating upon deposition of subsequent layers. Using atom-probe tomography (APT), we investigated how this nonconventional thermal
history
influences the phase-transformation behavior of maraging steels (Fe–18Ni–9Co–3.4Mo–1.2Ti) produced by SLM. We found that despite the “intrinsic heat treatment” and the known propensity
of maraging steels for rapid clustering and precipitation, the material does not show any sign of phase transformation in the as-produced state. Upon aging, three different types of
precipitates, namely
(Fe,Ni,Co)3(Ti,Mo), (Fe,Ni,Co)3(Mo,Ti), and (Fe,Ni,Co)7Mo6 (l phase), were observed as well as martensite-to-austenite reversion around regions of the retained austenite. The concentration of
the newly formed phases as quantified by APT closely matches thermodynamic equilibrium calculations.
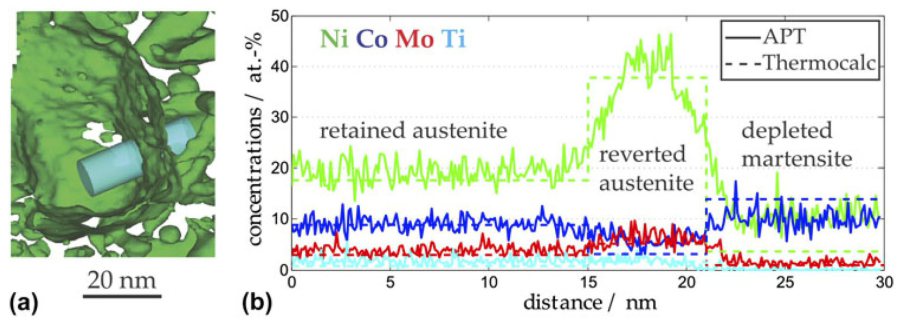 (a) A part of an APT dataset, represented by a 26 at.% Ni isosurface. (b) A 1D-concentration profile taken along the cylinder in panel (a), together with concentrations calculated by Thermocalc, indicating austenite reversion during aging (J. Mater. Res.,
(a) A part of an APT dataset, represented by a 26 at.% Ni isosurface. (b) A 1D-concentration profile taken along the cylinder in panel (a), together with concentrations calculated by Thermocalc, indicating austenite reversion during aging (J. Mater. Res.,
Jaegle et al J. Mater. Res., Vol. 29 (20[...]
PDF-Dokument [489.4 KB]
Combinatorial Alloy Design by Laser Additive Manufacturing
We use here laser additive manufacturing (LAM) as a combinatorial method for
synthesizing microstructurally and compositionally piecewise graded bulk alloys.
Authors fabricate blocks consisting of a sequence of 500 mm thick tool steel layers, each with different chemical composition, by laser metal deposition where alloy powders are deposited
layer-wise on a substrate. The reference materials are a Cr–Mo–V hot working tool steel and a Ni-based maraging steel. The layers between them consist of corresponding blends of the two
materials with varying composition from layer to layer (alloy volume fractions 80:20, 60:40, 40:60, and 20:80). The bulk alloy is hot rolled and heat treated. Subsequently each layer is
characterized for microstructure, chemical composition and mechanical properties using electron back scatter diffraction, tensile testing, and indentation. The approach is an efficient
high-throughput method enabling rapid probing
of novel compositional alloy blends. It can be applied for finding new alloys both, by LAM and for LAM. For the tool steel blends synthesized here, authors observe that the Cr–Mo–V tool
steel, when mixed with the Ni-base maraging steel, can be continuously tuned for a strength-ductility profile in the range of 800–1650 MPa strength and 15–25% tensile elongation.
2016-steel research laser additive manuf[...]
PDF-Dokument [3.6 MB]